

ワイヤーカットのNCプログラム
FANUCの切削用のプログラムは有名ですが、
今回はワイヤーカットのプログラムについて解説したいと思います。
GコードやMコードの意味はほぼ同じですが、
若干違うところもあります。
弊社ではMAKINO製のワイヤーカットですので、
MGW(ほぼFANUC)というポストを用いてプログラムが作成され、
メインプログラムにサブプログラムを組み合わせる形で使用しております。
それでは早速解説のほうに行ってみたいと思います。
尚、ワイヤープログラムはヨシカワメイプルのSolidmillFXにて出力しています。
メインプログラム
G90
G92X0.Y0.
G00G90X50.Y35.・・・・・・・・アブソリュートでX50.Y35.に早送り移動
M06・・・・・・・・・・・・・M06は自動結線の意味です
E1092D1M98O3・・・・・・・EはE番号 Dはオフセット OはサブプログラムのO番号です
M07・・・・・・・・・・・・・M07は結線されたワイヤーの切断です
G00G90X0Y0・・・・・・・・・原点に早送りで戻る
M30・・・・・・・・・・・・・プログラムエンド
メインはこんな感じです。
E番号というのは条件のことで、
ワークの厚みによって番号が変わりますが、元々機械側にE〇〇はこういった電圧だとか
ワイヤーの張力は6だとかのプリセットが入っていますので、
それを使用するようになっています。
弊社ではほとんどの場合、プリセットをそのまま使用しますが、
厚さのあるワークや、角度の強い加工に関してはOFF値とか張力あたりを
微調整することで、
電圧が安定しワイヤーが切れずに最適な切削速度で加工できるようにしています。
サブプログラム
では続いてサブプログラムです。
以下のO番号を上のメインに当てはめて使用するといった具合です。
通常はメインプログラムのほうは機械に予め入った状態で、
これから解説するサブプログラムをPC側で(もしくは対話で)作ることになります。
今回はO3のプログラムで50mm角で4角形状の加工です。
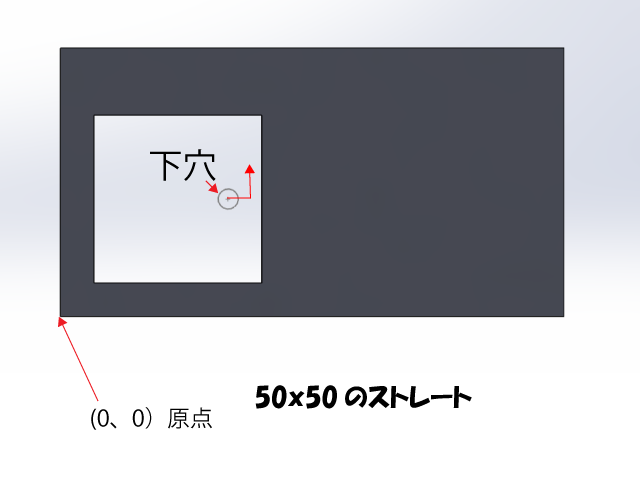
下穴はX50.Y35.の位置にあります。
フライスなどの機械加工同様に、ワイヤーカットもダウンカットが基本なので
上の図の矢印方向に加工していきます。
O0003
G90
G92X50.Y35.
M17
(APPROACH_CUT/1)
G01G41X60.
(1ST_CUT)
Y60.
X10.
Y10.
X60.
Y34.8
M00・・・・・・・・・・・・・・・・・・・注意1
Y35.
M00・・・・・・・・・・・・・・・・・・・注意2
Y35.5・・・・・・念のため0.5mm加工を延長しています
G40X59.5
M99・・・・・・・・・・・・・・・・・・サブプロ終了
注意1・ワークが切り落とされないように最終地点の0.2mm手前で一旦ストップします
注意2・ワークが切り落とされた後に主軸が動くと切り落とされたワークにぶつかる恐れがあるためここでも一旦ストップ
0.2mmに今回は指定しましたが、こちらは特に決まりはないのでワークによるところが大きいです。
例えば大きくて深いワークでしたら0.5mmでも重さで落ちる可能性がありますので
もっと手前でストップさせたほうが良かったりします。
落下手前まで加工できたら、一旦ストップさせて強力なマグネットなどで
落下防止させるのが良いですね。
製品と関係ないところにあらかじめタップを切っておいて
ボルト等で落下させないように固定しておくのもアリです。
コーナーに3R、プログラム面を基準に2度勾配をつけた場合
お次はプログラム面0から2度テーパついた加工で、各コーナーに3Rがつきます。
上からみると下の図のようになります。
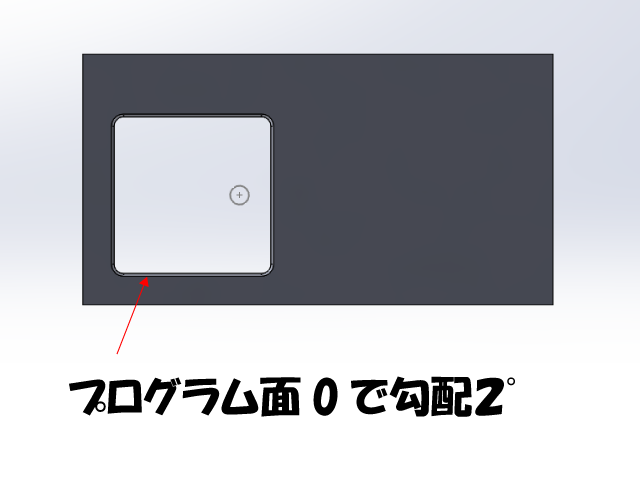
プログラム面0からの2°の勾配です。
G90
G92X50.Y35.
M17
(APPROACH_CUT/1)
G01G41G52X60.T2000・・・・・・ここに角度が入ります
(1ST_CUT)
Y57.
G03X57.Y60.R3.
G01X13.
G03X10.Y57.R3.
G01Y13.
G03X13.Y10.R3.
G01X57.
G03X60.Y13.R3.
G01Y34.8
M00
Y35.
M00
Y35.5
G40G50X59.5T0
M99
特定の場所に角度が入るだけでストレートの時と同じです。
角度はT〇という具合でTはテーパの略と覚えておきましょう。
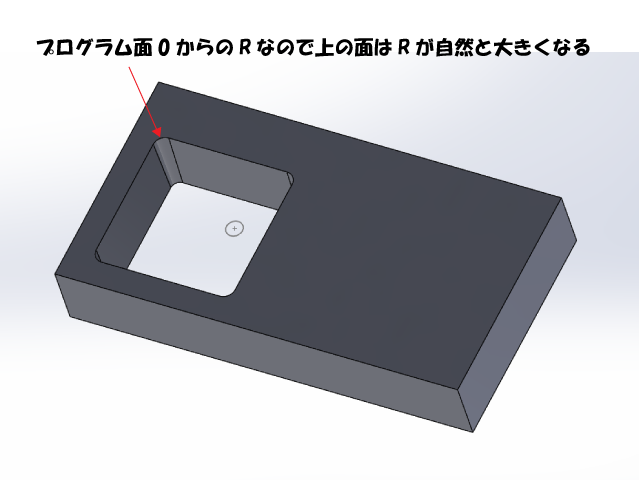
しかしプログラム面だけ2°の指令ですと、
上のほうは段々と3Rではなくなっていきます。あえてこういった加工をする場合もありますが
上下同一Rのほうが一般的かもしれません。
G51とG52について
角度の前にG52というのがあります。
これは勾配が付く場合にのみ発生するコードなのですが、
プログラム面から上方向に広がる勾配の場合はG52、
逆にプログラム面から下に広がる勾配の場合はG51となります。
これに関しては次回詳しく解説したいと思います。
上下同一R2度テーパ
では、次は上記のプログラムを上下同一Rにしてみましょう。
上から見ると下のような図になります。

O0003
G90
G92X50.Y35.
M17
(APPROACH_CUT/1)
G01G41G52X60.T2000
(1ST_CUT)
Y57.
G03G24L3.X57.Y60.R3.・・・・・・・・・G24L〇はサブプログラム面のR指定
G01X13.
G03G24L3.X10.Y57.R3.
G01Y13.
G03G24L3.X13.Y10.R3.
G01X57.
G03G24L3.X60.Y13.R3.
G01Y34.8
M00
Y35.
M00
Y35.5
G40G50X59.5T0
M99
上下同一、上下異形の場合はG24L〇をつけなければいけません。
LがサブプログラムのRの数字と見なしてOKです。
上のプログラムの場合は上から下まで上下同一R(3R)なのでL3.が入ります。
そのほかは前述したプログラムと一緒ですね。
上下同一R+ストレートとテーパの混合
では、最後に上下同一Rにストレートとテーパが混在したプログラムを
やってみたいと思います。
下の図のようになります。
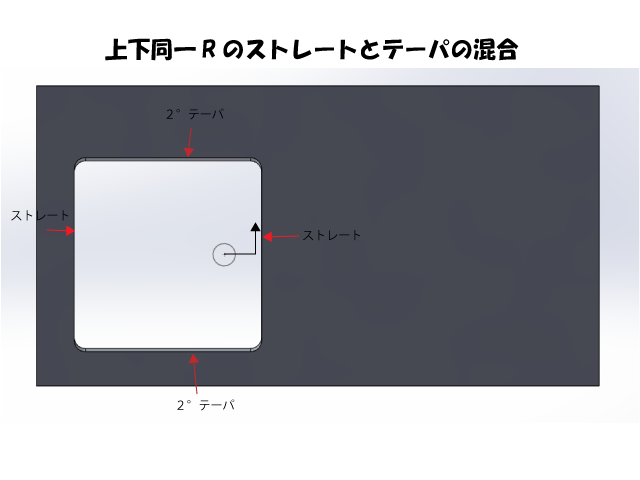
最初はストレートから始まりテーパ→ストレート→テーパ→ストレートで終わります。
G90
G92X50.Y35.
M17
(APPROACH_CUT/1)
G01G41G52X60.T0・・・・・・・・・・・・・・今回の場合必ず初めにT0を指定すること
(1ST_CUT)
Y57.
G03G24L3.X57.Y60.R3.
G01X13.T2000・・・・・・・・・・・・・・・・2°の指令
G03G24L3.X10.Y57.R3.
G01Y13.T0・・・・・・・・・・・・・・・・・・ストレートの指令
G03G24L3.X13.Y10.R3.
G01X57.T2000・・・・・・・・・・・・・・・・2°の指令
G03G24L3.X60.Y13.R3.
G01Y34.8T0・・・・・・・・・・・・・・・・・ストレートの指令
M00
Y35.
M00
Y35.5
G40G50X59.5
M99
今回の図は初めはストレートから始まりますので
T0とあらかじめ入れておく必要があります。
あとはG01の行にも指令するT〇がそれぞれ入ります。
まとめ
ワイヤーカットは主に2軸加工なのでデータ量も少なく、覚えやすいと思います。
注意したいのは
- 指定するプログラム面とサブプログラム面の把握
- G51G52の勾配の向き
- 上下同一(異形)RならG24L〇
- 勾配のつくプログラムでも最初がストレートなら必ずT0が入ってるか
上の4項目ですね。
あと、しいて言えば下穴を間違えずにあけることです。
次回もワイヤーカットについてもう少し詳しく書いてみたいと思います。
リアクション投稿
コメント一覧 (1件)
[…] 前回はワイヤーカットのNCプログラムについてやりました。 […]