
製品部が平面の場合はエジェクタピンがどれだけ回転しようが
製品の形状は変わりませんが、
斜面形状や曲面形状であった場合はそうはいきません。
例えば斜面、曲面形状の場合にエジェクタピンが回ってしまうことで以下の問題が発生します。
- 形状の変形(肉厚の変動)
- 勾配等の強い場合キャビ側にピンが接触し破損する
- それらはそもそもすべて不良品(結局これ)
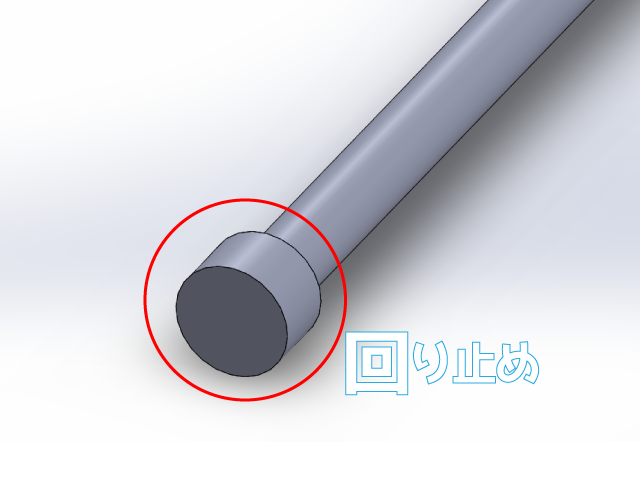
こういったトラブルを防ぐために、エジェクタピンの頭には回転しないように
回り止めをつける必要があるわけです。
今回はその回り止め形状について書いてみたいと思います。
エジェクタピン頭部分の回り止め
回り止めということで、とにかく回らないようにすればOKです。
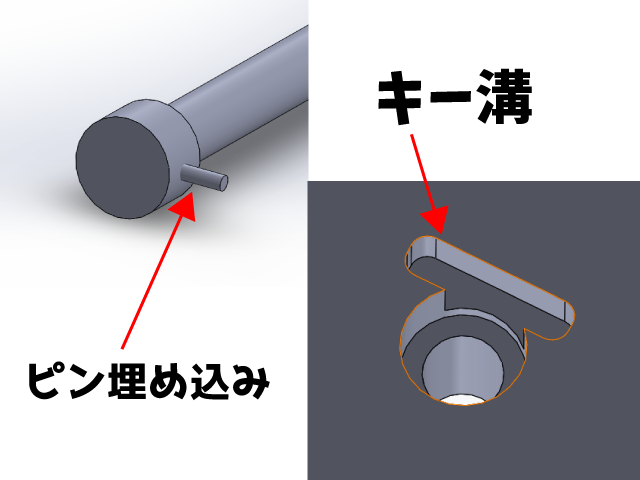
弊社に修理にくる他社が製作した金型をみると様々な方法があるようで
例えばピンの頭に2mmほどのピンを埋め込んでそれを回り止めにしていたり、
エジェクタプレートにキー溝を加工して入れ子をいれて回り止めにしたりなどがありました。
しかし、そこまでするのはさすがに面倒では?
もう片面カットして寸法さえそろえてしまえば問題ないのではないか?ということで
弊社が主にやっている方法を簡単ではありますが、2パターン例を出してみることにします。
パターン1 片側のみカット
パターン1はなんてことはないエジェクタピン頭を片面カットする方法です。
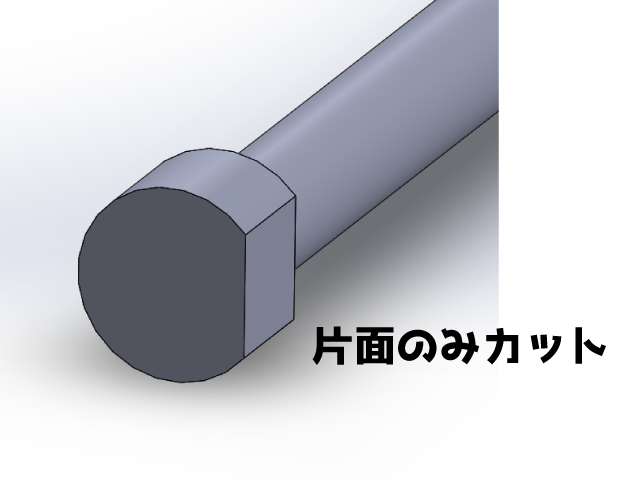
通常エジェクタピンは生ピンではなく、焼き入れピンを使用しますので
ピンのカットにはハイス工具は使えませんので超硬工具を使用します。
エジェクタプレートのほうの加工は少し注意が必要です。
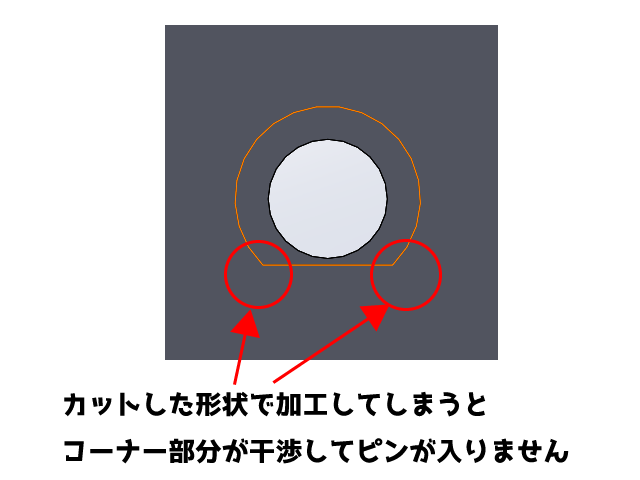
ピンと同じ形状で加工してしまうと工具のコーナー部があるため、
確実にコーナー部分にピンが干渉してしまい、入れることができません。
そこでプレートは以下のように加工します。
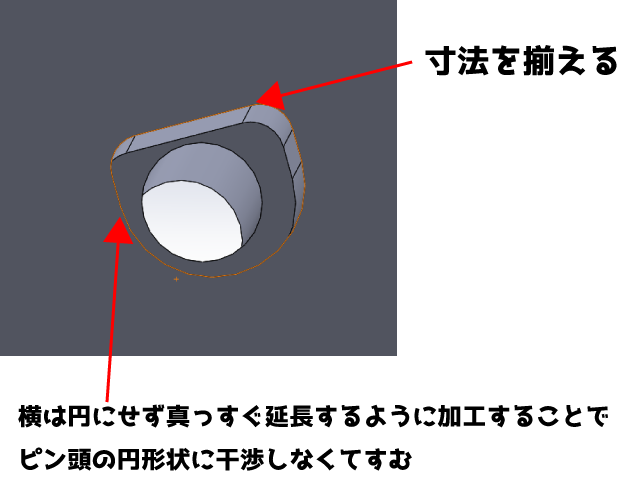
プレートの場合は円形状にカットしただけの加工では
カットした側のピンのコーナー部分がまだ干渉した状態になってしまいます。
それを防ぐためにカット側はあえて円にせず、円の中心から真っすぐ延長させて
カット部分で結ぶとピンとの干渉をせずに済みます。
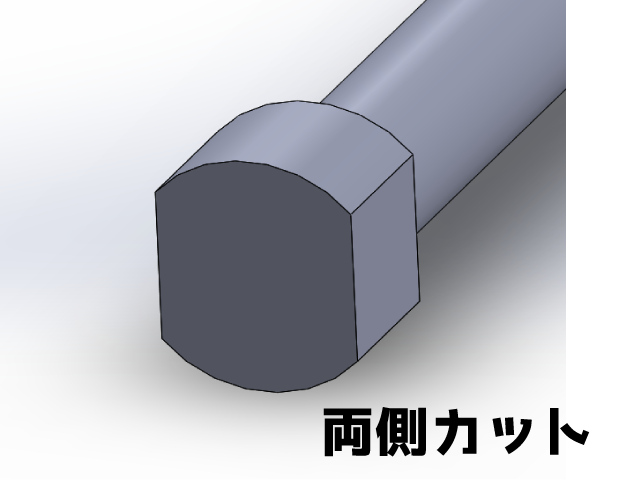
パターン2両側カット
パターン2もシンプルに両側カットです。
両側にしなければならない状況というのは、ピンとピンの距離が近い、
もしくは隣り合っているため少しでもプレートの加工範囲を狭めたい場合になります。
プレート加工のほうも片側と同じ理屈になりますが、
両側の場合は単純にコーナーが干渉しないように余分に横長に加工をすればOKです。

まとめ
ではまとめです。
-
回り止めの頭のカットは片側、もしくは両側を加工すればOK
-
プレートの加工は加工時の残りとの干渉を防ぐため同じ円形状にせずカット側両側面を逃がす
-
ピン両側カットの場合はカットした寸法を守りながら横長に加工
注意点
両側にした場合の注意点として、反対に入れてしまう可能性があります。
また片側であってもピン径は同じでも
微妙に製品の高さが違うのが複数あった場合に入れ間違いをする場合があります。
そういうトラブルを防ぐためにも、できるだけピンの頭とプレートには
テーキンを同じ方向に打っておくと間違いを防ぐことが出来ます。
リアクション投稿