
フローマーク(flowmark)とは?
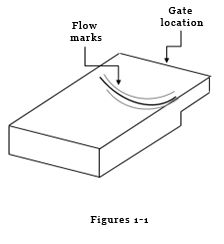
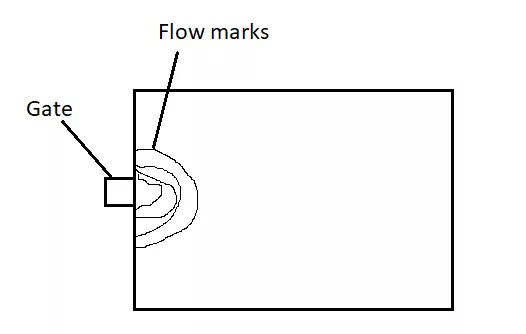
フローマークとはゲートを中心に発生する細い円弧状の波紋のことをいいます。
射出成形におけるフローマークを直接説明するならば、「流動過程における痕跡」ということになりますが、なぜ「バンドパターン」や「バンド形状成形」があるのでしょうか。欧米では「フローマーク」、イギリスでは「ゼブラマーク」で表現されています。
GUD MOLDより引用
フローマーク(flow mark)は、成形品の表面に溶融樹脂が流れた跡の模様が残ってしまう現象です。家電製品や化粧品容器などの外観が品質として重要な成形品では、程度次第によっては不良となってしまいます。
MISUMIより引用
フローマークは、ゲートの周囲に発生する円や線として発生します。この跡は、冷却された製品に残り、目に見える。これは、金型に入ったときの流動パターンが不均一であることの証拠である。この不均一な流れは、溶融物内の温度勾配の結果である。これらのフローマークの色調のわずかな違いは、光の屈折によるものである。また、顔料の再分配によるものでもある。理想的なケースでは、このような欠陥は試運転の間に発生する。技術者がそのような欠陥に気づいたら、適切な対策を講じることができるのです。
CavityMoldより引用
今回はフローマークについて成形側、金型側両方から見た要因と対策を箇条書きでまとめてみます。
成形条件・樹脂の場合
まずは成形条件と、樹脂による要因、対策から。

CavityMoldより画像引用
フローマークが発生する要因は複合的で、その原因はゲートで発生するものもあれば、ゲート前の機械設定にあることもあります。
成形条件によるフローマークの要因
- 金型温度が低い
- 射出速度が遅い
- 成形温度が低い
成形条件によるフローマークの対策
- 金型温度を高くする
- 射出速度を速くする
- シリンダー温度を高くする
樹脂によるフローマークの要因
- 流動性の不足(グレード選定の不適切)
樹脂によるフローマークの対策
- 流動性の良いグレードを用いる
金型・設計の場合
続いて、金型設計での要因と対策について

画像引用元 GUD MOLD
画像引用元 CavityMold
金型によるフローマークの要因
- ランナーの径が小さい
- ゲートの径が小さい
- ゲート数が少ない
金型によるフローマークの対策
- ランナーの径を太くする
- ゲートの径を太くする
- ゲート数を増やす
フローマークは主に温度と関係があり、金型においてはゲートやランナーの大きさにもよります。
そうして樹脂の流動性を良くすることがフローマークの改善策となります。
また、ゲート方式に「タブゲート」を取り入れることでも、
「フローマーク」や「ひけ」を防止することができます。
リアクション投稿
コメント一覧 (1件)
[…] 今回第二回目は、フローマーク、銀条痕 気泡、 […]