
今回は固定サイクルGコードG73について例を出して解説したいと思います。


G73高速深穴ドリリングサイクルとG83の違い
まず、G73とG83の深穴ドリリングサイクルとの違いが分かり辛いので
ここでG73とG83の使い分け方をご説明いたします。
簡単にいえば、
- G73はさほど深くない穴用(止まり穴)
- G83は結構深い穴用(貫通穴)
こんな感じです。
曖昧な表現でしたがZの深さが(※)5Dを基準に、5D以内ならG73で、
5D以上ならG83で、というところです。
(※)Dはドリル(工具)直径のこと
つまり5mmのドリルの場合はZ-25.以内ならG73、
Z-30.ならG83にしておく、という感じですね。
(5mm x 5(D) = 25 )
(5mm x 6(D) = 30 )
G83の動き方
G83の動き方は下図のようになります。
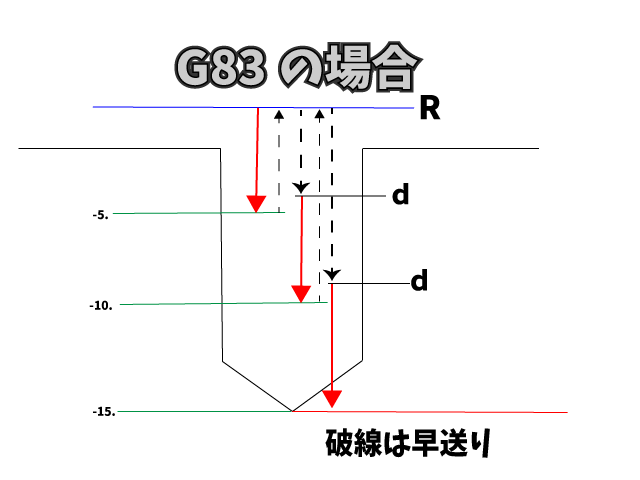
dの値は機械側の設定によって違いますが通常1mmになっていると思います
Z-15.まで穴をあける例ですが、-5までいって早送りでR点まで戻り、早送りでd(Z-4.)まで移動して指定のF値で-10まで行き・・・という動きです。
G73の動き方
G73も似た動き方ではあるのですが、G73の場合はR点までいちいち戻りません。
機械側で指定されたdの位置まで戻り、穴あけを再始動するという動き方で、-5まで行ったらちょっとだけ上がって再び-10まで行くという感じになります。
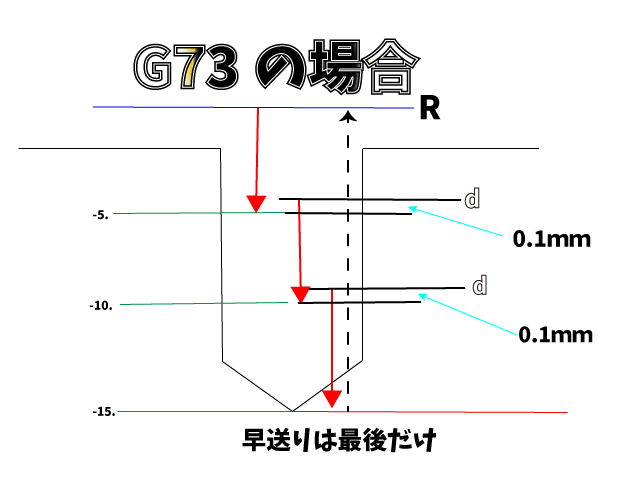
dの値は機械側で設定されていて、初期値は0.1mmになっていると思います
このようにG83と比べてG73の方が速く穴があけられるということがわかると思います。
G73のプログラム例
ではG73のNCプログラムを例に出してみます。
X40.Y40.とX-40.Y40.に2個穴を開ける例です。
N1;
G90 G00 G54 X40. Y40.;
G43 Z10. H1 S850 T1;
M03;
G99 G73 Z-15. Q5. R3. P100 F35;
X-40.; ・・・・・・・・・・・・・・・・2個目の穴ピッチ
G80; ・・・・・・・・・・・・・・・・・G73のキャンセル
RはR点の距離
Qは1回当たりの切り込み量
Pはドウェル時間 P100=0.1秒
Fは送り速度
G80はG73のキャンセル
まとめ
G73はG83と違って毎回R点まで戻らず、dまでほんの少し戻って再び穴あけをする。
G73とG83の使い分けとしましては、浅い止まり穴(例えばキャップボルトの下穴など)だったら
G73を、比較的深い貫通穴などであればG83というところです。
ちなみに弊社では安全性重視で、G73を使うことは無くすべてG83でゆっくり穴あけやっています。
さて、G73、G83共になぜ毎回毎回一度上へ上がるのか?という基本的な部分というか素朴な疑問についてですが、
切り屑の排出と浮いた隙間への切削油の充填が出来ることで、工具に無理なく負荷なく深穴があけられるためです。
戻り量dの値はプログラムのほうでは設定不可で、
機械側のほうにパラメータを設定する箇所がG73,G83共にあるようです。
ということで今回はG73とG83の深穴ドリリングサイクルの違いについてとG73のプログラム例についてでした。
関連記事
G82カウンターボーリングサイクルの使用例について 固定サイクル 【FANUC Gコード】
リアクション投稿
コメント一覧 (2件)
[…] G73高速深穴ドリリングサイクルのプログラム例 Gコード […]
[…] G73高速深穴ドリリングサイクルのプログラム例 Gコード […]