
今回はあまり馴染みがないところかもしれませんが、Gコードの固定サイクル、G82について書いてみたいと思います。
FANUC G82固定サイクルとは?
G82は弊社ではほとんどG83を使用しているためほぼ使用しませんが、主に座繰り等に使用される固定サイクルになります。
穴の底でドウェル値を指定し、深さを均一に揃えたい穴加工の場合に使用されます。
G04ドウェルとは?何秒?何回転?
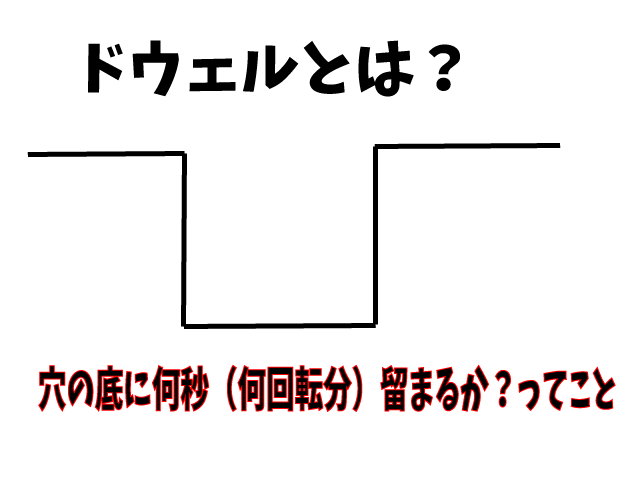
どう説明していいやら… ドウェル=工具が底に留まっている時間という認識でOK。
ドウェルとは、工具が一定の深さまで到達したときに、回転数や時間を指定しておくことで、一定時間そこに留まらせて深さの寸法精度を出すために設定するためのものです。
ちなみにG81やG83での加工では、ドウェルの設定をしないのでドリルが底に到達した時間が一瞬となり、複数穴加工した場合に加工後の深さにそれぞれ多少の誤差(バラツキ)が出るものです。
回転数の指定はCAMソフトで指定するため、手打ちの場合の指定は時間のみになり
- ドウェルのGコードはG04 P_
- P=時間で指令します。単位は
- 例えばP100の場合 → 穴底でのドウェル時間は0.1秒です。(P1000で1秒)
かんたんなプログラム例を出しますと、以下のようになります。
O1000 ; プログラム番号として1000を指定
G90 ; 絶対座標指定
G00 X0 Y0 Z5 ; 開始位置へ高速移動
G01 Z-5 F100 ; 工具をZ軸方向に-5ミリメートルまで100ミリ/分で移動(穴を開ける動作)
G04 P2000 ; 2秒間のドウェル(一時停止)
G00 Z5 ; 工具を引き上げる
G00 X10 Y10 ; 新しい位置へ高速移動
M30 ; プログラム終了
G82のプログラム例
では、G82のプログラム例を書いてみましょう。
G82がくる部分は基本的には以下のような形(順序)になります。
G98(G99)G82 X_Y_Z_R_P_F_,I_,J_;
X80.Y50.の位置に1000回転でZ-9.までドリル加工する場合の例。
O0001
G90 G00 G54 X80. Y50.;
G43 Z5. H1 S1000 T2;
M03;
G99 G82 Z-9. R5. P300 F80;
G80;
上記を解説すると、まず、早送りでX80.Y50.まで移動し、
Z5.まで下がります。
工具が1000回転で回転(正回転)し、G82でZ-9.までF80で加工。
Z-9.の最下点で0.3秒間留まる、という感じです。
お気づきになったかもしれませんが、G82を使った場合、ドウェルのG04は省略されます。
P300で主軸1000回転だと底で何回転する?
P300=0.3秒でした。
では主軸が1000回転の場合、底ではいったい何回転するのでしょうか?
これは
主軸1回転あたりの時間が何秒なのか?ってことがわかれば算出できそうですね。
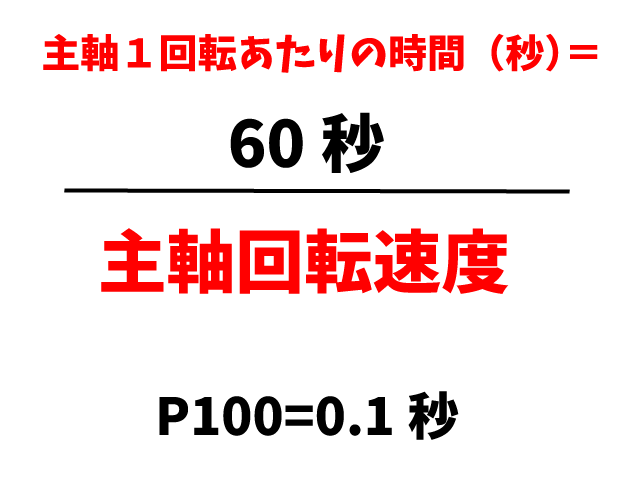
まず1分間である60秒を回転数1000で割ります。(60÷1000)
すると0.06という数字が出ますが、この数字とP300の0.3秒を比較するんです。
つまりPの値が0.06よりも大きい数字であれば穴底で1回転以上することになるわけです。
今回の場合はP=0.3秒だったわけですから、これは0.06の5倍ですね。
ドウェルの数値の方が60秒を主軸回転数で割った数よりも大きければ、ドウェルは成立するということです。
(今回の場合、0.06<0.3)
P300で1000回転だった場合、穴底でちょうど5回転工具が回転した後、上がってくるということになります。
S=480回転でP=300だった場合
違う例を出してみると、480回転でP300だった場合、
60(秒)÷480(回転)=0.125
P=0.3秒だったので、 0.125<0.3となるので、ここはOK。
続いて0.3を0.125で割ると? 0.3÷0.125=2.4
つまり480回転でドウェルをP300にした場合、穴の底で2.4回転回ってから上がってくるということになります。
まとめ
- G82は主に穴の底仕上げ用に使用する固定サイクル
- ドウェルそのもののGコードはG04 P_という形になる
- ドウェル値はF値の一つ前にP_で入力し、P100=0.1秒を表す
- 主軸1回転あたりの時間(秒)÷主軸回転数で算出した数値をドウェル値と比較
ドウェルの機能は、特定の加工操作の精度を高めるためや、工具や材料に適切な圧力や時間を与えることで最適な結果を得るために使用されます。
あまり使用するGコードではないかもしれませんが、知っておいて損は無いでしょう。
その他固定サイクル系関連記事
FANUCのNCプログラムをやさしく解説 Gコード Mコード 初心者用
G73,G83等深穴加工で注意したいこと リーマ等で大事な穴を真っすぐあけるコツ

リアクション投稿
コメント一覧 (4件)
[…] G82カウンターボーリングサイクルの使用例について 固定サイクル 【FANUC Gコード】 […]
[…] G82カウンターボーリングサイクルの使用例について 固定サイクル 【FANUC Gコード】 […]
[…] G82カウンターボーリングサイクルの使用例について 固定サイクル 【FANUC Gコード】 […]
[…] G82カウンターボーリングサイクルの使用例について 固定サイクル 【FANUC Gコード】 […]