
工具移動の指令には主に
アブソリュート(G90)とインクレメンタル(G91)の2通りがあります。
これらはGコードの中でも最初に覚える初歩の初歩かと思われますが、
今回はそのG90とG91の違いについて、初心者が一発で理解できるくらい
可能な限り分かりやすく書いてみたいと思います。
G90アブソリュートとは?
まずはワークと原点を図で描いてみます。
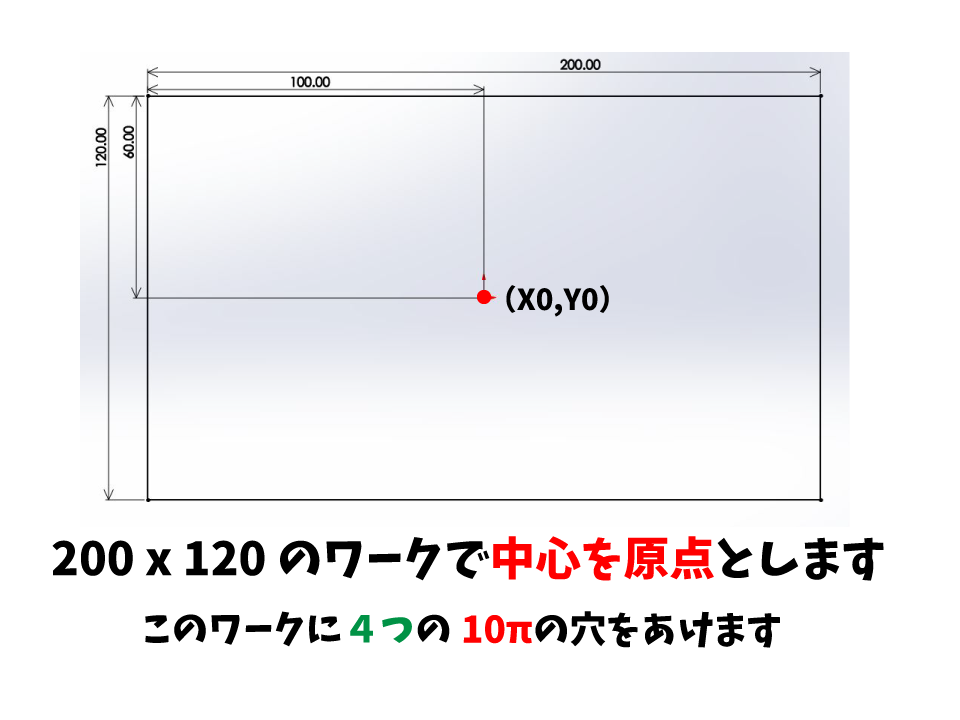
200 x 120のワーク、原点はワークの中心に設定
原点でG90を指令し、そこをX0Y0とします。
工作機械のほうでは次のようにMDIモードで打ち込みます。
G90 G92 X0 Y0;
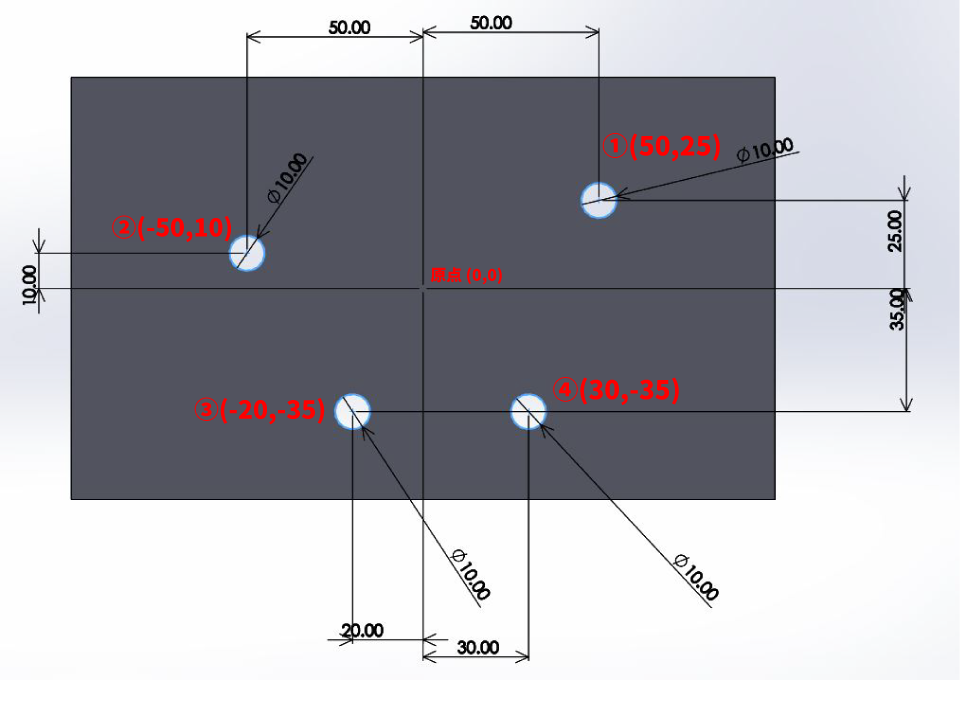
10πの穴の座標はそれぞれ
①・・・(X50.Y25.)
②・・・(X-50.Y10.)
③・・・(X-20.Y-35.)
④・・・(X30.Y-35.)
G90アブソリュートの場合のNCプログラム
G90アブソリュートの場合
原点から、①の穴から順に加工していくとすると
G00 X50. Y25.;
G00 X-50.Y10.;
G00 X-20.Y35.;
G00 X30.Y-35.;
とこのように打ち込んでいけばそれぞれの穴の位置に移動します。
G91インクレメンタルとは?
続いてインクレメンタル、こちらもワークと原点を同じ図で。
今度はG90ではなく、G91とMDIで打ち込みそこをX0Y0の原点とします。
G91インクレメンタルの場合のNCプログラム
G91インクレメンタルの場合
原点から、①の穴から加工していくと
G00 X50.Y25.;
G00 X-100.Y-15.;
G00 X30.Y-45.;
G00 X50.Y0;
インクレメンタルは、現時点から次の位置までの距離をその都度
X、Yそれぞれの数値をいれてあげる必要があります。
つまり、①から②に移動する場合は
X=+50-(-50)・・・50+50てこと (マイナス方向に移動するので–がつきます)
Y=+25-10 (👆と同様、マイナス方向に移動するので–がつきます)
という計算式になるわけです。
上の答えはX=-100、Y=-15となりこれが②への移動量になります。
続いて③、④も同様の計算をしていきます。
②から③へ行く場合は
X=-50-(-20)・・・-50+20てこと(プラス方向に移動するので+がつきます)
Y=10-(-35)・・・10+35てこと(マイナス方向に移動するので-がつきます)
③から④にいく場合は
X=-20-30 (プラス方向に移動するので+がつきます)
Y=同じ-35だから位置変わらず0
G90とG91の違いは何?
G90とG91の違いとして、最も分かりやすく表すとすれば
・原点(X0Y0)に座標を戻したい場合
G90は現時点の座標がどこにあっても、X0Y0と打ち込めば原点のX0Y0に一発で戻ることが出来る
それに対し、G91では今あるその座標系の数値のプラスマイナス逆を打ち込まないと
X0Y0の原点には戻らない、ということです。
例えば、現時点の座標が(X264.Y221.)である場合、
G90の場合・・・G00 X0 Y0;と打ち込めば原点X0Y0に早送りで戻ることが出来る
G91の場合・・・G00 X-264.Y-221.;と打ち込むことで原点X0Y0に早送りで戻ることが出来る
まとめ
まとめです。
- G90は基準位置を設定すればどこにいても目的位置への座標数値の入力でOK
- G91は今いる位置から次の位置までの数値の入力が必要
関連記事
リアクション投稿
コメント一覧 (1件)
[…] Gコードの基本中の基本 G90アブソリュートとG91インクレメンタルの違いについて […]