

先日DMGMORIの縦型マシニングセンタNVX5080_2ndの主軸交換が終了しました。
主軸交換の原因となった内容はこちら

マシニングセンタの主軸交換
主軸をぶつけてもぶつけ方や程度によっては大方なんともなかったりするものですが、
私の場合は一番やってはいけない工具&方向にやってしまったために、精度に狂いが出てしまい
交換しなければならないことになってしまいました。。。
(エンドミルをぶつけたくらいだったら、工具が折れてそれで終わりっていうのがほとんどです)
弊社のマシニングの主軸交換は今回が初です!
NVX5080高トルク仕様の主軸がこちら

2~3日前にこうして主軸が前もって送られてきます。(西濃運輸さんでした)
二人であっても手で持つことが不可能なほど重いので、積み下ろしはフォークリフトで、
中ではチェーンブロックを使って移動させなければいけません。

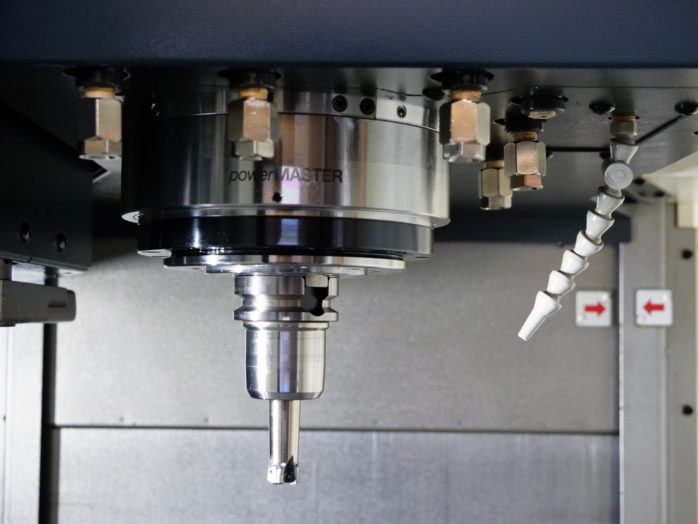
こちらがNEW主軸です!
高トルク仕様の主軸なので、通常のものよりも重くて大きいですね。
費用も莫大ですが、保険が全額下りたので本当に助かりました。
やっぱり新品って良いですね!
作業時間は実質どのくらいかかる?
見積もりには2日必要との回答でしたが、
実際の作業時間は1日半で、最初の1日で主軸の取り外しと組付け。
翌日問題がなければ午前中にほぼすべて完了し、午後一で終了という形となりました。
サービスマンは初日2人で、二日目は1人でした。
交換完了後にやらなければならないこと
主軸交換が終了して、これで終わり!ではありません。
主軸交換後に必ずチェックしなければならないことが3点あります。
それは
- 工具長(工具の高さが今まで通り合っているか)のチェック
- 主軸を交換したことでプローブの芯が合っているかどうか
- 主軸冷却用の水グリコールが不足してしまうので供給が必要
上記の3点は必須です。
工具長設定の見直し
まずは工具長のチェックです。
以前の数値と同じ(近似値)がでるかどうかを工具長測定してみます。
まぁ、まず100分代は狂っているんじゃないでしょうか?
主軸をきちんと取り付けても1000分代までぴったし出ているなんてことはまず考えられませんからね。
ちなみに今回の場合は0.056mm狂っていましたので
機械側で数値を設定し直しました。
プローブの芯出し
そして忘れてならないのがプローブの芯出しです。

弊社の場合は以前が0.015mm~0.02mm狂っていて、今回それが正常に戻ったわけですから
同じくらいの数値で狂っているはずなんです。
実際に測定してみると案の定、一方向に0.015mmの狂いが生じていましたので、
それを限りなく0になるまで調整しなおしました。
主軸冷却のための水グリコールが不足するため供給が必要
主軸を冷却している液が主軸を新しくしたことで不足してしまいます。
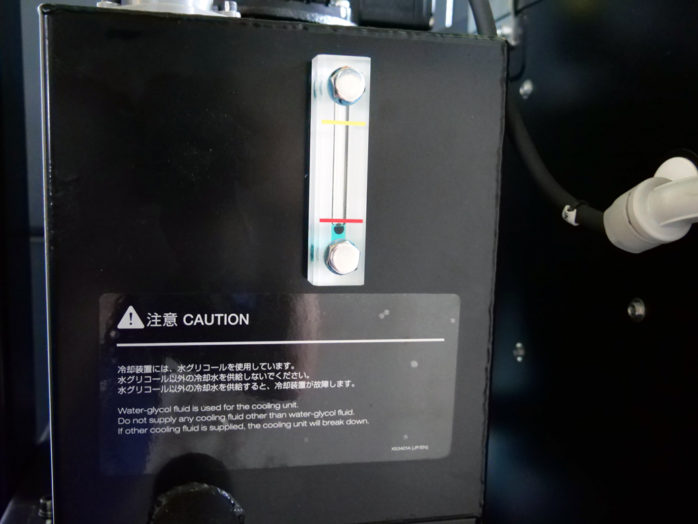
主軸交換で下限ギリギリになってしまった水グリコール
水色?の液なのですが、こちらを新たに供給しなければならなくなります。
弊社はいまだにこれを購入したことが無かったので、
DMGMORIのほうへ注文することにしました。
それがこちら。


一度に必要な容量は約10Lらしく、この1缶でおよそ2回分になります。
ちなみに主軸交換の際に、この液が多少外に流れ出てしまいます。
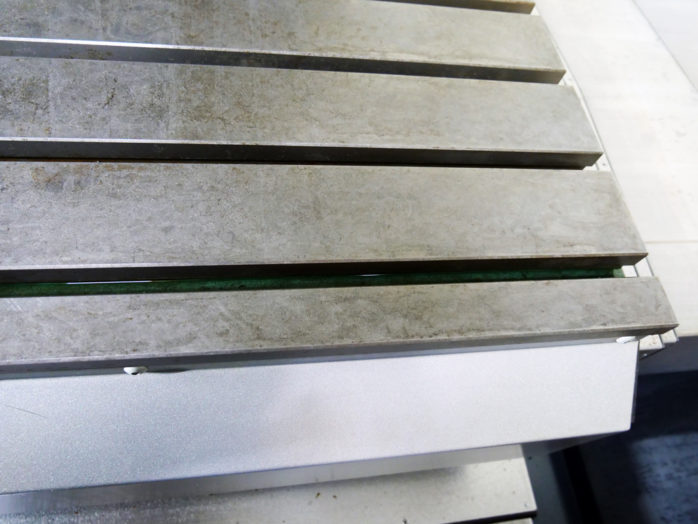
溝に緑っぽい液が見えると思いますが、これが漏れた冷却液。
まとめ
何事もトラブル無く終えられて良かったです。
主軸交換後にチェックしなければいけないこととして
- 工具長の見直し(機械内部設定)
- プローブの芯出し(六角レンチで調整)
- 水グリコールの供給
以上のことは再び機械を動かしていくには必須項目です。
まだ切削のほうはしておりませんが、暖機運転をした限りでは問題ないようです。
あと、当然といえば当然ですが、工具の真円度も良く出ているようです。
ということで今回無事に主軸交換を終えることができました。
これからも気を付けながらもこのNVX5080をガンガン使っていきたいと思います!
リアクション投稿
コメント一覧 (1件)
[…] DMG MORI NVX5080_2nd高トルク仕様の主軸交換 【マシニングセンタの主軸交換】 […]