

金型に注入された樹脂は冷却されると体積が収縮します。
樹脂金型を作る際はこの収縮を見越して金型を製作する必要があり、
この収縮される比率のことを「収縮率」といいます。
目次
収縮率
| 略号 | 樹脂名 | 収縮率 (%) |
|---|---|---|
| PP | ポリプロピレン | 10/1000 ~ 25/1000 |
| EVA | エチレン酢酸ビニル | 7/1000 ~ 12/1000 |
| HDPE | 高密度ポリエチレン | 20/1000 ~ 60/1000 |
| POM | ポリアセタール | 20/1000 ~ 25/1000 |
| PBT | ポリブチレンテレフタレート | 15/1000 ~ 20/1000 |
| PET | ポリエチレンテレフタレート | 2/1000 ~ 4/1000 |
| PPS | ポリフェニレンサルファイド | 6/1000 ~ 8/1000 |
| PA6 | ポリアミド(ナイロン6) | 5/1000 ~ 15/1000 |
| PA66 | ポリアミド(ナイロン66) | 8/1000 ~ 15/1000 |
| PEEK | ポリエーテルエーテルケトン | 7/1000 ~ 19/1000 |
非晶性樹脂
| 略号 | 樹脂名 | 収縮率 (%) |
|---|---|---|
| ABS | ABS樹脂(アクリロニトリル ブタジエン スチレン樹脂) | 4/1000 ~ 9/1000 |
| PS | ポリスチレン | 4/1000 ~ 7/1000 |
| AS | アクリロニトリルスチレン | 2/1000 ~ 7/1000 |
| PC | ポリカーボネート | 5/1000 ~ 7/1000 |
| PVC | 塩化ビニール(硬化) | 1/1000 ~ 5/1000 |
| PMMA | メタクリル酸メチルエステル(アクリル) | 1/1000 ~ 4/1000 |
よく使われる樹脂の収縮率をものづくりウェブMONOWEB様より抜粋させていただいております。
計算式
仮にABS樹脂の製品の金型を作るとして金型寸法を算出する場合
金型寸法計算式
図面寸法 x 1.005 = 金型寸法
このように図面の寸法は体積で変わるため縦、横、高さ全ての寸法が変わります。
例えば、縦60mm、横100mmで収縮率が5/1000だった場合
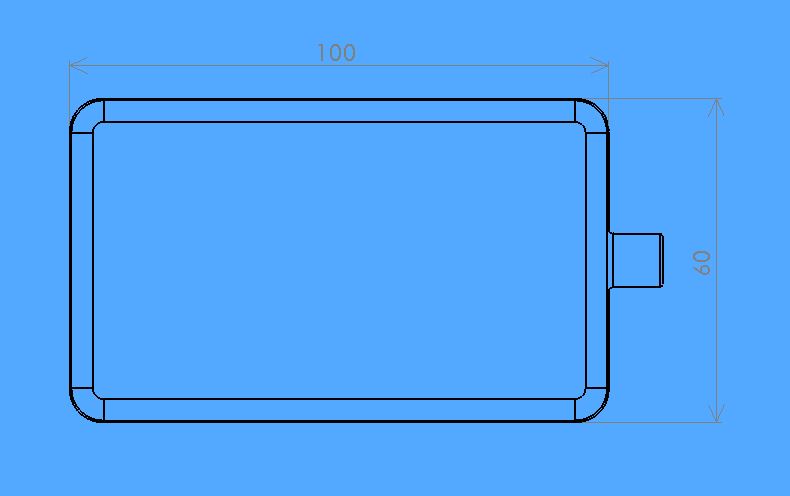
縦60mm横100mm
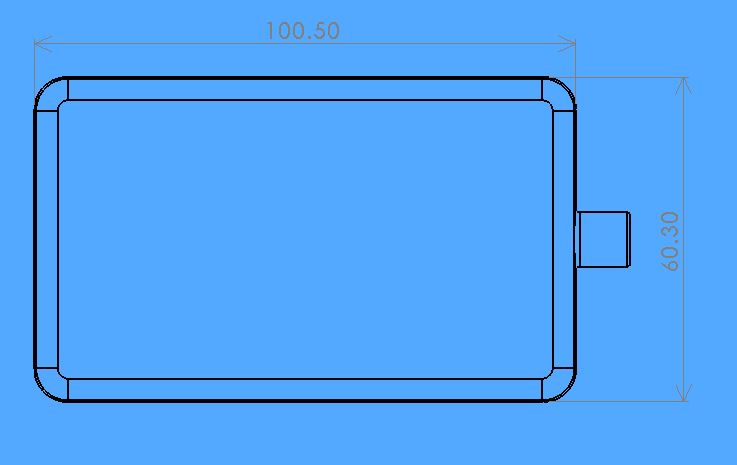
5/1000の計算により縦60.3mm横100.5mmになる
収縮率の注意点
全ての寸法が思ったとおりに収縮するとは限りません。
例えば、短手方向は収縮するのに長手方向は全然収縮しないといったケースや
真円度を出さなければいけない円形の製品だと少なからず楕円になることがあります。
そういったときのために、
キャビで言えば寸法は若干控えめにし、
コアで言えば逆に若干残すといったことを製品によってする場合があります。
ネジ金型の場合
ネジの金型の場合はもっと厄介で
外形や楕円形状の問題のみならず
ねじ山の太さや間隔が収縮によって変わることがあるので
最初から寸法を狙いに行かずに2回目3回目のトライで狙いにいくように
しなければなりません。
ネジ金型は規格が非常にシビアなため失敗すれば即ネジコアの作り直しとなってしまいます。
成形時の条件でも多少はコントロールが出来る
微妙な誤差であれば
成形条件である程度の収縮率をコントロールすることはできます。
但し、限界はありますので金型を製作する側はそれも頭の中にいれておかないと
いけませんね。

リアクション投稿