

金型の一般的なエジェクタ方法にストリッパープレートを使う方法があります。
主に意匠面の関係でエジェクタピンを使用できない場合であったり、
製品が縦に長すぎてエジェクタピンを使用できない場合であったり、
内ネジの製品であったり…etcなど、さまざまな場面で使用機会が出てくることがあります。
そこで、今回はストリッパーでエジェクタする際のアドバイスと注意点について
簡単に書いてみたいと思います。
ストリッパーとは?
まずはストリッパーとは何?ってことで
ちょっとググってみることに!
stripper
《機械》抜き取り板◆プレスなどでパンチの戻り行程でパンチに付着している成形品または材料をパンチから抜き取るための板。
材料を除去する場合、かす取りともいう《金属》型抜き装置◆鋳型から鋳造品を抜き取る装置
もちろん別の意味もあるのですが、ちゃんと金型関係の意味も書かれていました!
金型でいうと、製品の外形状で押し出して製品を取る(押し出す)感じですね。
一般的なストリッパーでのエジェクタ方法とは?
最もオーソドックスな方法として例を挙げると
可動ベースの上にもう一枚プレートをかまして
それをリターンピンで押し出す方法です。
その可動ベースの上のエジェクタの際に稼動するプレートを、
ストリッパープレートといいます。
それがこんな感じ

上の図でいうと、コア入れ子は可動ベースに締め付けられた状態で、
リターンピンが上がり、ストリッパープレートを押し出すと、
プレートが可動ベースから上へ離れていき製品が押し出されるという構造です。
コア入れ子とストリッパーは互いにテーパを付けること
コア入れ子とストリッパープレートの接する面は必ずテーパでなくてはいけません。
垂直に稼動し続けていると当然ながらカシリますよね。
(テーパをつけていても金型の熱膨張でかしることはありますが、それを最小限に抑えられます)
あとはテーパにすることによって、バリの防止になったり、
また、ストリッパーと入れ子との境目部分からガス抜きの効果もあります。
テーパの余分な接地面は逃がしてOK!
そして、テーパが接する面はあまり広くなくてOKなので、
製品から離れたテーパ部分は逃がしてしまいましょう。
下の図参照
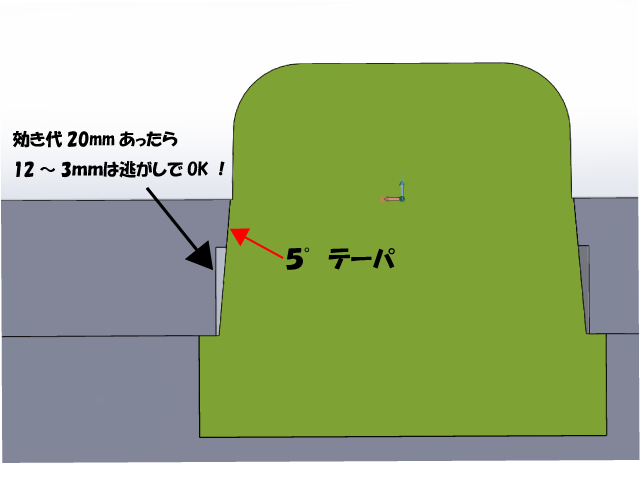
図でいうと、もし仮に20mmストリッパーのテーパがあったとすれば
効き代は7~8mmあればOKであとは逃がしてしまいましょう。
なぜこうするのかというと、余分な効き代は金型合わせの際の妨げになり、
接地面が大きければ大きいほどどこが硬く当たっているのかがわからなくなるためです。
それに、余分な部分を当てないことから前述したカシリ防止にもなります。
ストリッパーのテーパ合わせは形状が丸や四角など単純なものならさほど苦労しないのですが、
複雑なR形状がついた製品になると、
コーナーRのどの部分が当たってPLが合わないのかということが検討がつかなくなってしまいがちです。
そうならないように大事な部分以外はなるべく逃がしてしまうのが得策です。
パーティングラインは0よりもコアの方を少し上げておくこと
コア入れ子とストリッパーは同じ高さでも良いといえば良いのですが、
後々のバリ防止のためにも、コア入れ子のほうをわざと0.2~0.3mmPLよりも
上げておいたほうが良いです。
こんな感じで

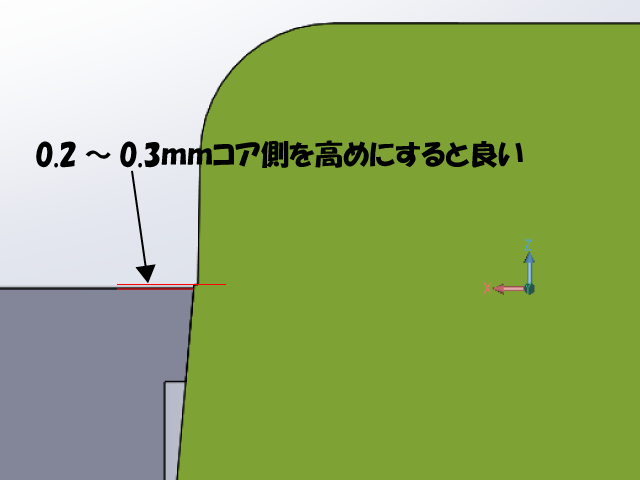
後々のバリ防止と書きましたが、ここが揃ってしまっていると
合わせ面の強さ次第で最初からバリになるケースもあります。
あとは、PLが0でそろっているとなぜか逆に入れ子側が出っ張った製品が出来る場合もあります。
(つまりストリッパーのほうが上がった状態で製品が取り出されている)
そういうケースは大体それぞれの高さを間違えているか、まだストリッパーと入れ子との
合わせがうまくいっているようでうまくいってなかったりする場合ですので、見直しが必要ですね。
実はストリッパーのほうが若干浮き気味で無理やり合わしている場合がそれです。
まとめ
では、一般的なストリッパーを使用する際のポイントをまとめてみます。
-
入れ子とストリッパーは必ずテーパで合わせるようにする
-
パーティングラインは入れ子のほうを若干上げ気味に
-
余分なテーパの接地面は逃がしてしまう
以上、今回は射出成型金型における
ストリッパープレートを使用する際の注意点について書いてみました。
また次回ほかのストリッパーの方法も書いてみたいと思います。
リアクション投稿
コメント一覧 (1件)
[…] 射出成型金型によるストリッパープレートによるエジェクタでの注意点 […]