
通常の締め付けは基本キャップボルト
金型の入れ子やモールドベースなどの締め付けには、基本的にはキャップボルトを使用します。
このキャップボルトも正しく使用しないと、六角部やネジがなめたり、先端から切れてしまったり・・・
そうなってしまうと取り除くのに一苦労だったりするんですよね。
正しい使用方法を守ることで、トラブルもなくなりますし、強度も保持されます。
今回はそんなキャップボルトについて色々と書いていこうと思います。
キャップボルトの規格
キャップボルトの規格について凄く見やすくてわかりやすい表が
宇都宮螺子株式会社さまのHPに掲載されていましたので引用させていただきます。
| ねじの呼び径(d) | M2 | M2.5 | M3 | M4 | M5 | M6 | M8 |
| 円筒部の径(φds) | 2.00 | 2.50 | 3.00 | 4.00 | 5.00 | 6.00 | 8.00 |
| 頭部の径(φdk) | 3.80 | 4.50 | 5.50 | 7.00 | 8.50 | 10.00 | 13.00 |
| 頭部の高さ(k) | 2.00 | 2.50 | 3.00 | 4.00 | 5.00 | 6.00 | 8.00 |
| 二面幅の呼び(S) | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 6 |
| 呼び長さ(l) | 3-20 | 4-25 | 5-30 | 6-40 | 8-50 | 10-60 | 12-80 |
| 単位(mm) | |||||||
| ねじの呼び径(d) | M10 | M12 | M16 | M20 | M24 | M30 | M36 |
| 円筒部の径(φds) | 10.00 | 12.00 | 16.00 | 20.00 | 24.00 | 30.00 | 36.00 |
| 頭部の径(φdk) | 16.00 | 18.00 | 24.00 | 30.00 | 36.00 | 45.00 | 54.00 |
| 頭部の高さ(k) | 10.00 | 12.00 | 16.00 | 20.00 | 24.00 | 30.00 | 36.00 |
| 二面幅の呼び(S) | 8 | 10 | 14 | 17 | 19 | 22 | 27 |
| 呼び長さ(l) | 16-100 | 20-120 | 25-160 | 30-200 | 40-200 | 45-200 | 55-200 |
| 単位(mm) | |||||||
弊社ではM4~M16あたりをよく使用します。
座繰りの大きさと深さはそれぞれ
- M4・・・8mm、5mm
- M5・・・10mm、6mm
- M6・・・11mm、7mm
- M8・・・14mm、9mm
- M10・・・17mm、11mm
- M12・・・20mm、13mm
- M16・・・25mm、17mm
以上のようにやります。
座繰りの径は「ボルト頭」の直径よりも1mm大きく、深さは「ボルト頭」の高さよりも1mm深くという感じです。
締め代はどのくらい必要?
締め代は、基本的に最低M〇の数字分は必要です。
つまりM5だと、5ミリは締め代が必要ということになります。
これが、深ければなお良いのですが、逆に3ミリなど少ないと強度不足で倒れの原因になったり、ねじの先端と入口両方がバカになったりして壊れます。そうなるといつまでたってもくるくる同じ場所でまわるだけで回しても回しても締まらないし(締める場合)、抜けてこない(とる場合)です。
深ければ良いのか?
ではさきほど述べたように深ければ深いほど良いのか?ということですが、
ねじの効き代よりもタップが浅いと、また同様にねじが壊れたり、バカになってしまう可能性があるので注意です。
よくありがちなのが、ピンゲート用3プレート金型のプラロックですね。
タップが浅いためにプラロックを締め付けすぎて、ねじもタップも両方壊れてしまうという・・・おまけに取ろうとしてもぐるぐる回るだけで抜けてきてくれない…
背の高い入れ子などの締め付けの場合は、通常よりも締め代があったほうが倒れ防止や強度不足を防ぐことができます。
例えばM8なら通常は10mmほど締め代があればよいですが、そこを20mmぐらいまでにするといった具合です。
ボルトが食いついて取れない!?そんなときの対処法
ここからはトラブルの対処法について触れていきたいと思います。
古い金型だと、錆びや度重なる環境変化や温度変化による劣化が原因で、まれにボルトが食いついて取れない場合ってありますよね。
なんとか取ろうと頑張ってやり過ぎたら六角部分がなめてしまった!とか先端から六角レンチが折れてしまった!なんてことも。
延長のパイプを使えば「てこの原理」でとれることもあるのですが、それでも六角レンチが折れてしまうほど固い場合もあります。(たまに全体重かけてもとれないものがあるので困ったものです…)
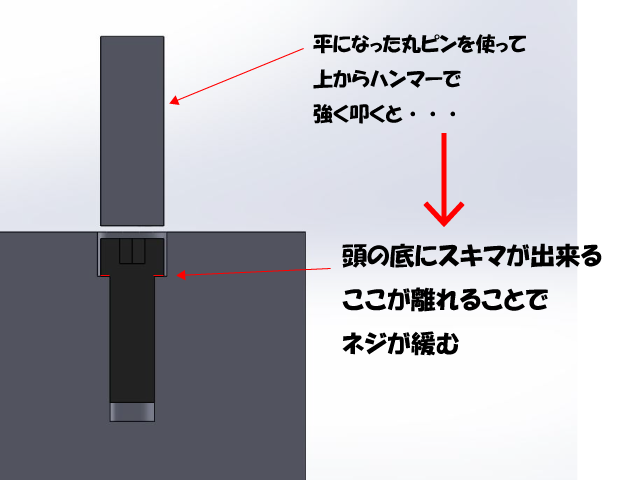
そんなときは、食いついて取れないボルトの頭を上から頭の直径と同じくらいの鉄の棒などを当てて、金属ハンマーで比較的強く叩くことで緩んでくれることがあります。
これは叩いた衝撃で頭の底に隙間が作られるためです。

因みに六角部分がなめてしまった場合にこの方法を使うと六角部分を一時的に復活させることもできます。(角部が立って効き代ができるためです)
キャップボルトの頭が折れた!そんなときは?
稀に錆びやら金属疲労やらの影響でキャップボルトの頭が折れて飛んでしまったという例があります。
この状況、折れるときは案外ぽろっといくことが多いんですよね。
それでもネジ部だけ回ってくれれば問題ないのですが、なかなかそういうのってしっかりと食いついているものです。
そんなときの対処方法は、ねじがとれる方向に細い棒(たがねの類など)とハンマーで叩きながら回していくか放電加工を利用するか、諦めて潔く専用工具で取り除くか、です。
また、折れた部分にポンチを打ってドリルで穴を空けて
逆タップになった工具をねじ込んでとタップハンドルで回して取る方法もあります。
ものや状況によりますが掴み代さえあればネジザウルスという工具であっけなくとれる場合もあります。
もし良ければ楽天やAMAZONでも購入できますので検索してみてください。
![]()
まとめ
キャップボルトは基本さえ守っていれば大丈夫です。
ねじ部直径よりも深く入れる(M8なら8mm以上)ことと、必ずねじよりもタップを深くいれておくことですね。
座繰りはキャップボルトの頭の直径よりも1mm+、深さもボルトの頭の高さよりも1mm+で覚えておけば問題ありません。
関連記事としてこちらもどうぞ
金型用キャップボルトと水穴のタップ下穴と座繰り(ザグリ)の寸法について
リアクション投稿