
今回はモールドベースにポケット穴加工する際のコーナーのニガシ処理について
触れてみたいと思います。
キャビ・コアの4コーナー処理について
コーナー部の逃がし処理には主に2種類あり、
一つはモールドベース側のほうのRを小さく、入れ子側のRを大きくする方法。
それがこちら↓
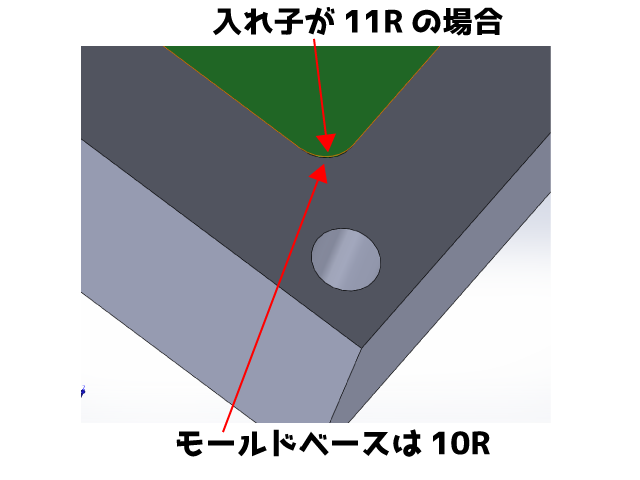
一つ目がこれです。モールドベースがのコーナーが10Rなら入れ子のRはそれより大きい11Rにする。
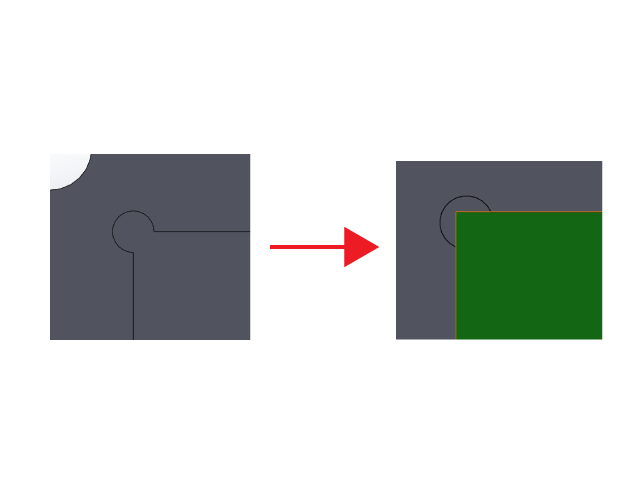
もう一つは4コーナーにフラットのエンドミルを底までいれることで、
入れ子の方Rを処理せずピン角のままにする方法です。
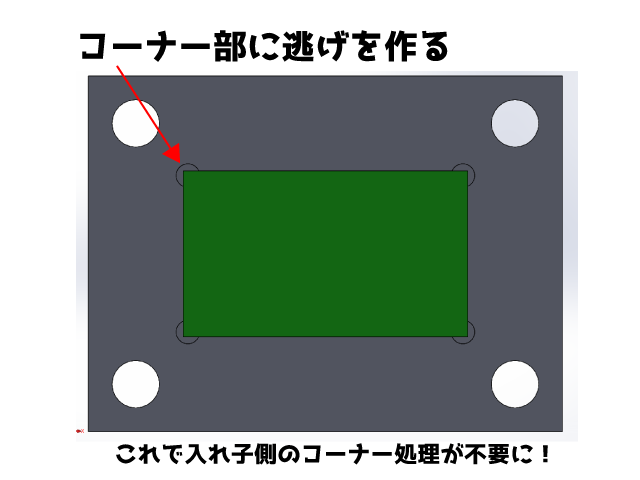
モールドベースの4隅にフラットエンドミルをいれることで入れ子をピン角のままに出来る。
どちらが良いかは場合によりますが、
コーナー部に逃げを作る後者のほうには少々気を付けなければならないことがあります。
逃げを作る場合の注意点
主な注意点としては
逃がし部分が他の穴と干渉してしまうほどスペースが無い場合、
またガイドピンやスライド等にも干渉してしまう場合です。
上図のようにシンプルでスペースに余裕がある場合は良いですが、
ぎちぎちにいろんなものが隣り合っている場合には使えないこともあるということですね。
あともう一つ付け加えるとしたら逃がしのR(工具径)はあまり大きいのは見栄えがよろしくないので
なるべく省スペースの逃がしになるようにおよそ6mm~20mmくらいの工具にしておくと良いです。
加工方法
加工方法はコーナーに工具をいれるからといって4隅の頂点にせず、
微妙に内側にずらすことです。
コーナーの頂点だとニガシが余分に大きくなるのでなるべく小さくするように2~3mm内側を工具中心にする。
これでも十分に入れ子は納まってくれるので入れ子を入れたときになるべく小さなニガシになるように
工具は4隅の頂点からX,Y共に2~3mmほど(工具によって変わります)は内側に入れるべきです。
逃がし部分が少ないほうが見栄えも良くなります。
逃がしの深さをポケット穴と同じにしない
加工方法の注意点としてもう一つ大事なのが、
ポケット穴の深さがZ-25mmだからといって、逃がし部分の深さも25mmにしないことです。
寸分の狂いもなく高さが合うのであれば良いのかもしれませんが
後からエンドミルを垂直にいれた場合には深さが足らないことがありますので
25mmよりも0.2~0.3mmほど、わざと深く入れておくべきです。
こうすることで後々入れ子の高さが合わない(なぜか高い)というトラブルも起こさずに済みます。
まとめ
ベースの4隅にニガシをつけることで入れ子のコーナーを処理しなくても良くなります。
加工方法の注意点としましては、
- 逃がしはなるべく小さくしたいため、エンドミルの中心は4隅頂点よりも内側にいれる
- 深さは入れ子深さよりも少しだけ深くいれておく
逃がし部の4隅の深さが少し深いからといっても合わせや製品に影響が出ることはありません。
ということで今回はこの辺で。
関連記事
キャビティ側面とコア側面の干渉防止についての金型設計の注意点
PL(パーティングライン)をモールドベース全面にするのはNG
リアクション投稿
コメント一覧 (2件)
[…] キャビ・コアの入れ子コーナー部の逃がし処理について […]
[…] キャビ・コアの入れ子コーナー部の逃がし処理について […]