
ネジ付きのモーター抜き製品と言えば、金型メーカーがやりたがらない仕事の一つです。
理由としてはまず金型構造が複雑になり加工工程が増える、
金型が完成した後も樹脂の種類や肉厚の関係などから真円が出ない、
寸法は公差内なのにネジゲージの入り具合が微妙など、なにかと微調整に時間がかかる
ところなどが理由として挙げられます。
まあそんなことは置いておいて、今回はそんなネジ金型の
ネジコア作成やモーター抜きでの抵抗が強い場合の対処法について書いてみたいと思います。
樹脂型でのネジコアの作成について
部品でしたらネジのピッチは規定通りで良いですが、
樹脂になるとその使用する樹脂の収縮率を考慮しなければならないため
規定のピッチに収縮率を掛けたものを製作しなければなりません。
例えばミリネジでM36x1.5と図示してあれば
M36のネジで1.5mmピッチということになりますが
実際のネジピッチは例えばABS樹脂で5/1000の収縮率の場合
1.5 x 1.005 = 1.507mmのネジピッチとなります。
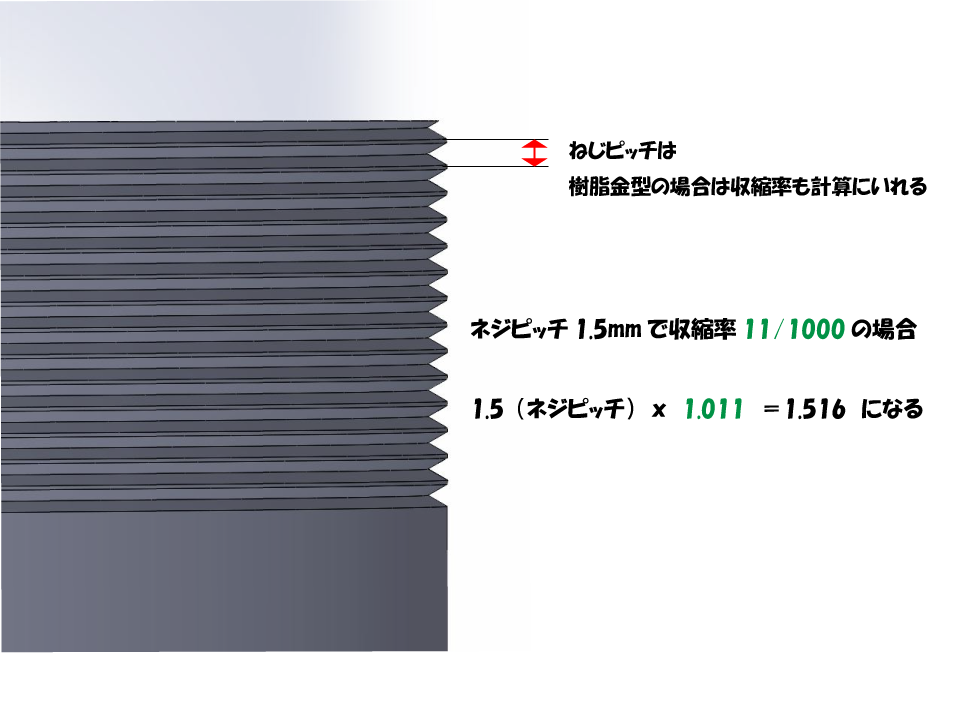
収縮率が小さければ微々たる差ではありますが、収縮率の大きいPPで16/1000になると
1.5 x 1.016 = 1.524mmとなり、
山数が多くなるほど差はかなりのものとなっていきます。
収縮率をいれてないと、最初は入っていくけど何山か入れると
急に硬くなってネジが入らなくなるという事態になりかねないので
樹脂型のネジピッチには収縮率がしっかり入ったものを作っておくべきです。
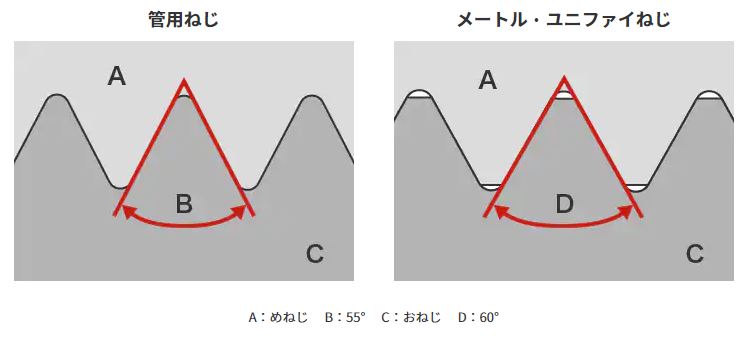
ネジ山の角度
ここで簡単にネジの規格とネジピッチの計算方法等について少し解説します。
まずネジ山の角度はメートルネジ、ユニファイネジ(細目ネジを含む)が60°
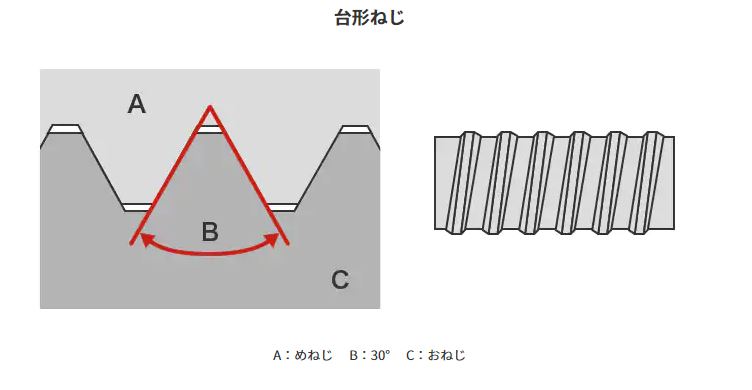
管用ネジが55°、台形ネジが30°と規格が決まっています。
また、図面に11山、など山数で図示されている場合がありますが
この計算方法は
1インチである25.4mmから11山の場合は11で割ることで求められます。
例:11山の場合
25.4 / 11 =2.309 11山=ネジピッチ2.309
樹脂の収縮率が10/1000だった場合は
2.309 x 1.010 =2.332 となります。
ネジの抵抗が強いためかモーターで製品が抜けてこないトラブル
これは弊社が実際に経験したことなのですが、
ある大径(120mmほど)の台形ネジの製品をモーターで抜いていたところ、
最初のほうは無事に製品がとれていたのが
次第にモーターがネジの抵抗で回らなくなり、最終的にモーターの内部が
焼き付いて故障してしまうというトラブルが発生してしまいました。
なんとか食いついた樹脂はコアから取り除き、再度トライしてみるも同じ結果に。
その後も原因がわからずでしたが、とりあえずネジの抵抗が強すぎるのでは?という
結論に至り、ネジ部に公差内に納まる範囲でテーパーをつけることにしたのです。
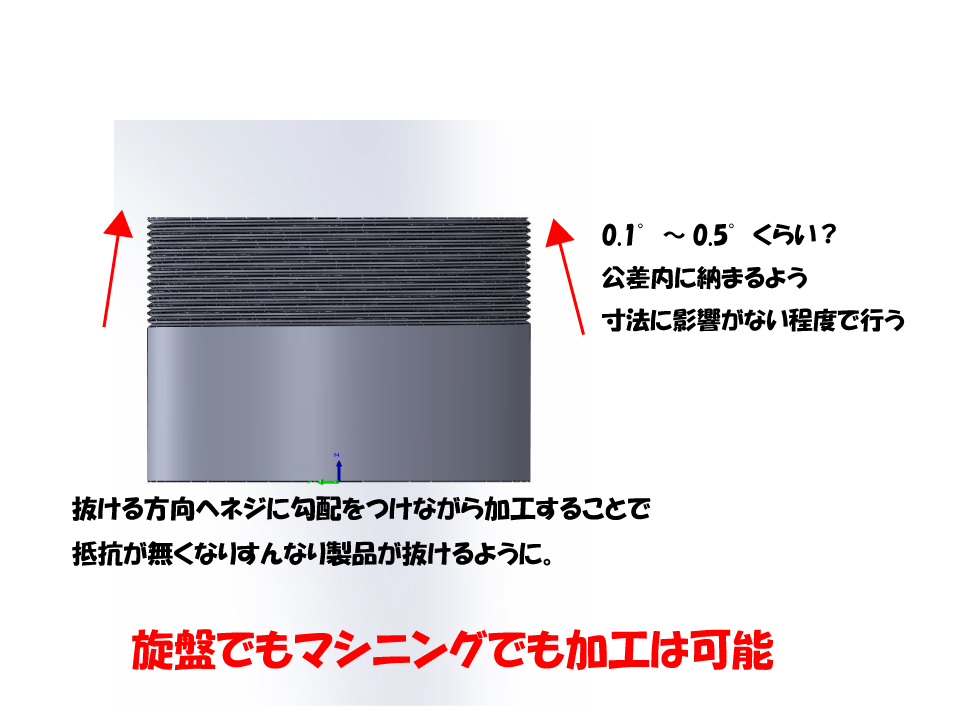
そのときはネジ部に0.5度(30’)つけて再加工したのですが、これが功を奏し
いままでのモーターの抵抗はなんだったのか!と思えるほど
スムーズに製品が取れるようになりました。
モーターを更に一回り大きなものに変更するという選択もありましたが、
無駄なコストをかけずに済みました。
ネジコア外径に勾配をつけるのもあり
ネジの加工にテーパーをつける以外にも、コアそのものに
抜き勾配をつけるようにすることでも抵抗が改善される場合があります。
またそうやってコアそのものに勾配をつけることで、
製品のネジゲージでの硬さを調整をすることもできなくもありません。
(これは感覚の問題となりますので非常にシビアなところ…)
まとめ
まとめです。
- ネジコアの抵抗が強い場合はネジに勾配をつけると解決できる場合がある
- ネジコアそのものに抜き勾配をつけるのも効果がある場合がある
- 勾配は必ず寸法公差内で納め、角度も最小に留める
以上こんなところです。
また今後もネジ関係の記事を書きたいと思います。
リアクション投稿
コメント一覧 (1件)
[…] 樹脂金型でのネジコア作成とモーター抜きでの抵抗が強い時の対処法 […]