
以前FANUC NCプログラムについて基本的な部分を書きました。

今回はその続編で、円形状の外周側面仕上げのプログラムについてと注意すべき点について書いてみたいと思います。
フラットエンドミルでの円形状の側面仕上げ
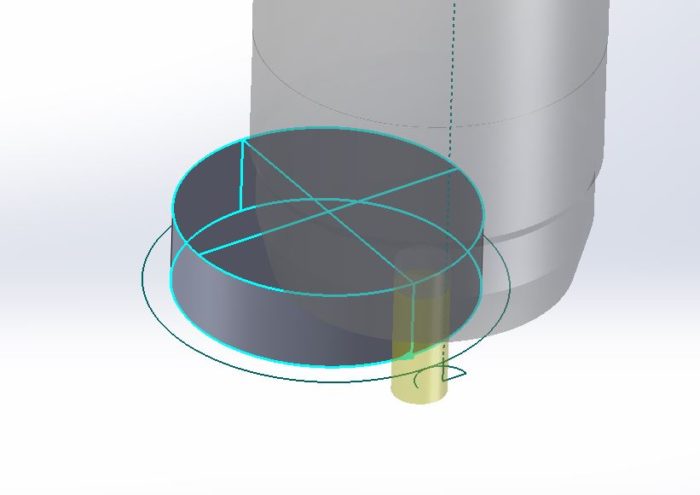
今回用意したのはこちらの形状。
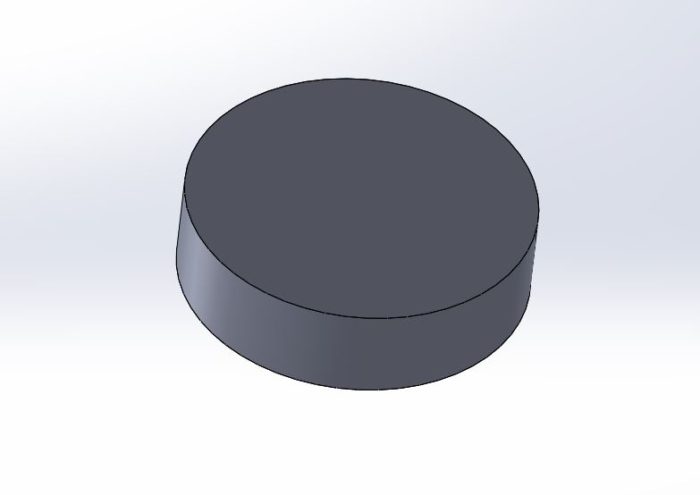
外径の直径55mmのコアです
極めてシンプルな円形のコアです。
外側の直径は55mm(半径27.5mm)で、高さはZ0から15mmとなっています。
この外周を仕上げるということで進めます。
側面仕上げに必要なのがD番号
側面仕上げに必要なものにD番号があります。
D番号とは工具径オフセットのことで、機械側で誤差を細かく補正出来るものです。
マシニングなど機械側の使用するT番号の工具径補正を、あと-0.01追い込みたいとかそういうとき使用します。
(例)直径55mmにはできたけど、あと直径で-0.01mm追い込んで54.99mmにしたい場合に機械側でオフセットを0から-0.005に入力設定する。(オフセットは半径分なのでこの場合は-0.01ではなく-0.005になる)
もしくは工具に10mmフラットエンドミルを使用していた場合5から4.995にする。
(CAMソフトや機械によって「0か工具半径」どちらかの表記に変わる場合があり、弊社の場合は前者です)
このDのあとの数字は、通常T番号と同じ数字が入りますのでT12ならD12となります。
逆にこのD番号を入れ忘れると、機械や使用ソフトによっては
最悪工具の半径分を食い込ませる惨事となってしまいますので必ずチェックが必要です。
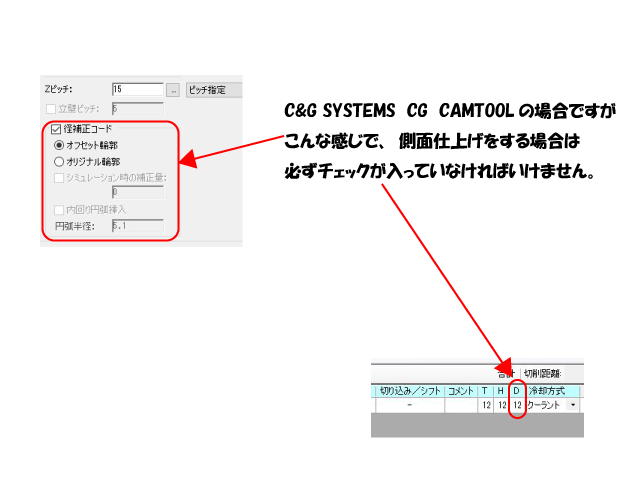
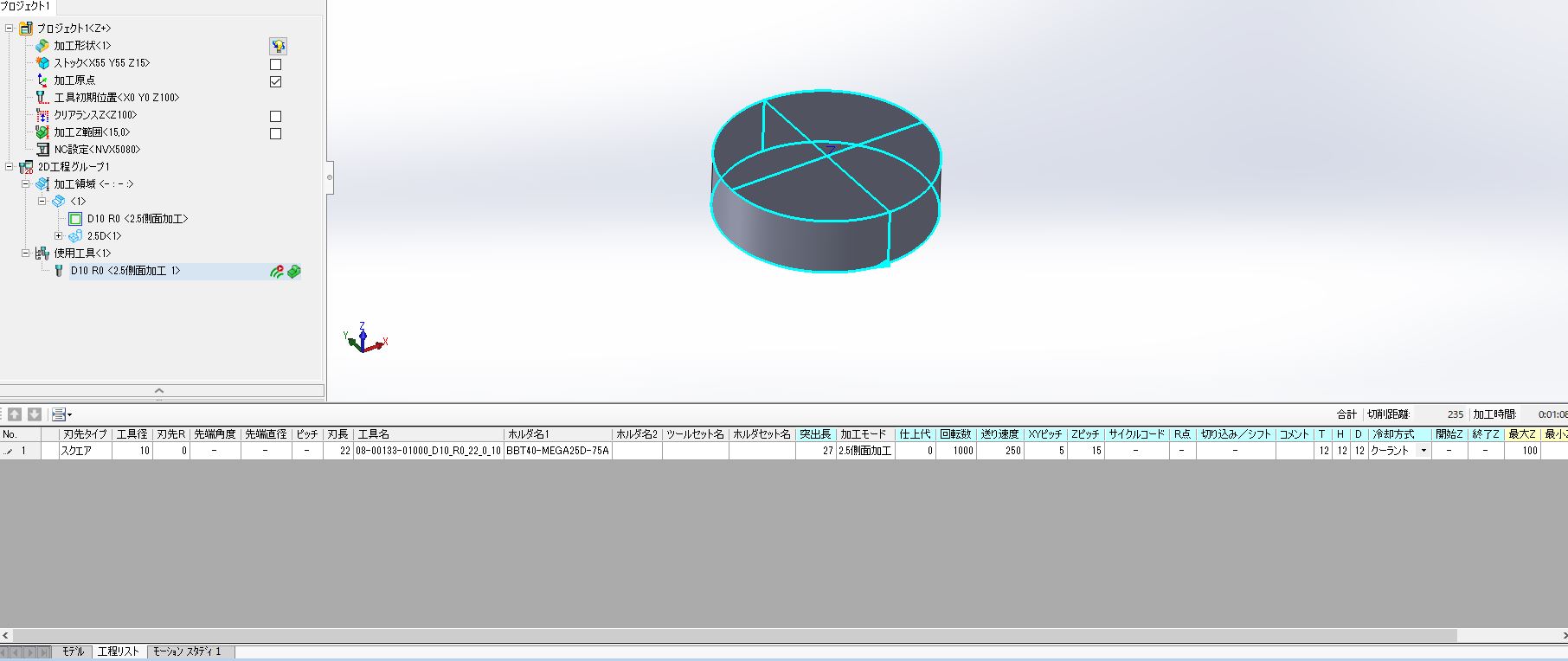
弊社所有のCG CAM-TOOLでいうとここです
円形状外周側面仕上げのプログラム
ではいよいよプログラムのほうにいってみたいと思います。
今回はT番号12で10mmのフラットエンドミルを使用します。
アプローチ、エスケープはともに5mmで、円弧アプローチ(F100)、円弧エスケープ(F100)を使用しています。
T,H,D(工具番号、工具長、工具径)ともに同じ12でないとおかしいのでそこもチェックします。
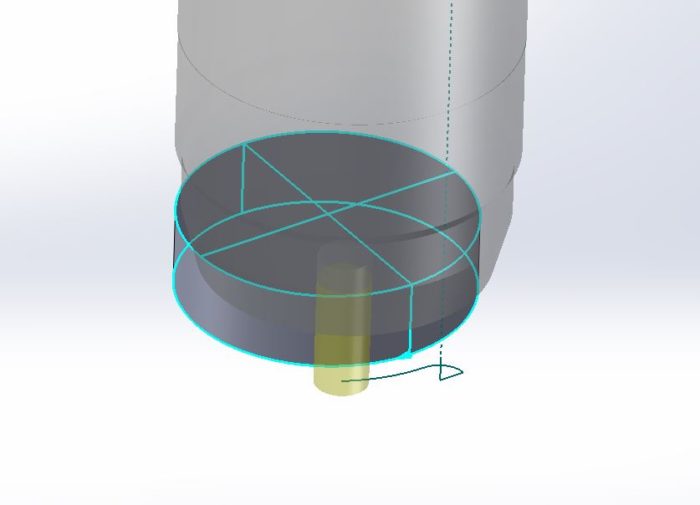
アプローチから入りたて
N0001
(DIAM=10.0000,FLAT)
T12・・・・・・・・・・・・・・・・・・・・今回の使用工具番号
M06
T12
G90G00X0.Y0.
G43Z100.S1000M03H12
M08
G17G00Y-37.5
Z5.
G01Z0.F80
G41D12G17X5.F100・・・・・・・・・・・・・・・今回T12なのでここにD12がちゃんと入っているかチェック
G03X0.Y-32.5R5.・・・・・・・・・・・・・・・・X0、Y-32.5から円弧アプローチ5mmを入れています
G02X-32.5Y0.R32.5F250・・・・・・・・・・・・・G02円弧補完(時計回り)G03円弧補完(半時計周り)
X0.Y-32.5R-32.5・・・・・・・・・・・・・・・・・32.5の数字はソフトによっては27.5になる場合がある
G03X-5.Y-37.5R5.F100
G40G01X0.
G00Z100.
G17Y0.
M09
G91G28Z0.M05
M1
M30
%
今回のプログラムでは円弧がR表記となっていますが、ポストによってはI,J,Kの場合もあります。
エスケープ、プログラム終わり付近
実際半径27.5mmを10mmの工具が走るため、工具半径5mm分を足したR32.5となっていますが、
ここはCAMソフトによってはR27.5となっていたりして、機械側オフセットで工具半径分の5mm前後の数値を入れる形となります。
なので、前述もしましたが、ここが27.5mmになっている場合にD番号が入ってないと、27.5の軌道で走る(つまり10mmの工具を使用すれば22.5mmを仕上げてしまう)ためにやらかしてしまうわけです。
G02円弧補完ですが、これは今回コア形状を仕上げるのに、時計回りに切削していくため入っています。(その逆はG03の反時計回り)
まとめ
但しコア形状G02、キャビ形状G03というのは共にダウンカットの場合に限ります。
とりあえず使用する工具を間違えず、工具径補正コード(D番号)があることをチェック
そしてT,H,Dの3つ 工具番号、工具長、工具径の番号が一致していることを確認しましょう。
関連記事としてこちらもどうぞ
FANUCのNCプログラムをやさしく解説 Gコード Mコード 初心者用
リアクション投稿
コメント一覧 (4件)
[…] FANUC NCプログラム 円側面仕上げのGコード、Mコードについて例を出して解説 […]
[…] FANUC NCプログラム 円側面仕上げのGコード、Mコードについて例を出して解説 […]
[…] FANUC NCプログラム 円側面仕上げのGコード、Mコードについて例を出して解説 […]
[…] FANUCは国内ほとんどのシェ… あわせて読みたい FANUC NCプログラム 円側面仕上げのGコード、Mコードについて例を出して解… 以前FANUC NCプログラムについて基本的な部分を書きました。 […]