
金型のスライド
金型のスライドで一般的によく使われるのが
アンギュラピンで抜く方法です。
今回はアンギュラピンで抜くスライドのNG例を一つご紹介し、
原因と対策をご紹介したいと思います。
NG例

上記サブサイトでNG例を紹介しています。
どこが駄目なのでしょうか。。。
もう一度良い例と悪い例を図でご紹介します。
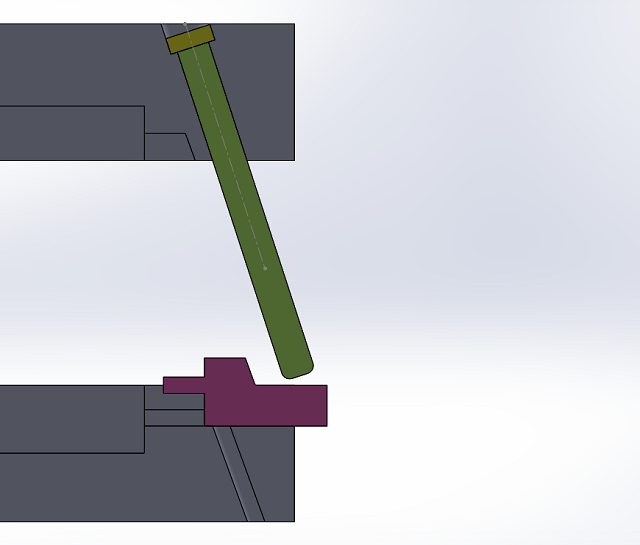
良い例です 特に問題ありません
悪い例です どこが悪いでしょうか
答えは距離になります
スライドの底を支えている面積が
良い例は3分の2はあるのに対し、
悪い例は3分の1ほどしかありません。
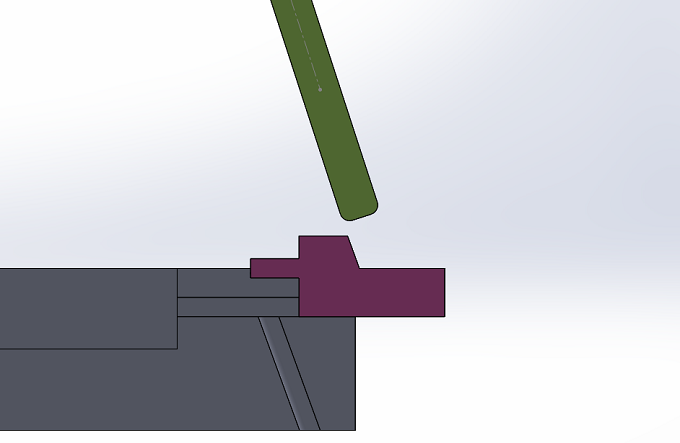
なぜこれが駄目かというと、
アンギュラピンでスライドを必要以上に
傾けてしまい、過剰に負荷をかけるためです。
なぜスライドが傾くかといえば
スライドには動きを良くするため若干の隙間を作っているためと
受ける範囲が小さいために余計にスライドが浮き上がりやすくなるためです。
これで成形しつづけるとどうなるか
これで成形を続けると、
スライドにカシリが出て、
製品や金型の破損に繋がります。
スライドがカシる
↓
スライドが動かなくなる
↓
アンギュラピンが曲がるか折れる
↓
金型も破損 金型が閉まらなくなる
対策方法は?
対策は
どうしても製品を抜くためのアンギュラピンに長さが必要な場合は
やむを得ず、
モールドベースのスライド部分に受けを足してあげる必要があります。
レールまで付けた両サイドコの字のものが好ましいです。
製品が抜けるまでにそこまで距離が必要無かった場合は
アンギュラピンを短いのに変更するだけで良い時もあります。
(設計ミスでない限りほとんどそれは無いですけどね)
弊社でも図と同じパターンではありませんが、型構造の面で
やむを得ずに似た影響を受けてしまった金型がありました。
それは非常に縦長のスライドだったのですが、そういう形状のものも
倒れやすいために要注意になります。
まとめ
NGを防ぐ対策としては
スライドが接する面積を可能な限り増やすことで
傾きを押さえることです。
他によくあるトラブルが、潤滑油不足か
スライドの逃がしが足らずにカシリが出てしまうというものですが、
こういったアンギュラピンの影響でカシリが出てしまうこともありますので
原因が分からない場合はそこを調べてみるといいかもしれません。
スライド関連としてこちらもあわせてどうぞ
リアクション投稿
コメント一覧 (1件)
[…] 射出成形金型のアンギュラピンで抜くスライドNG例1 NG example […]