MEIGIKANAGATA– Author –
-

新型コロナウイルスは高温多湿に弱い?COVID-19の生息期間と予防について
一昨年、昨年と米中貿易戦争による景気悪化に加え 昨年の消費増税による更なる景気悪化により製造業は軒並み不景気で 売上半減している企業も少なくないのだとか。 そこに追い打ちをかけるように今回のコロナショックで 今後下半期の景気がさらに不... -
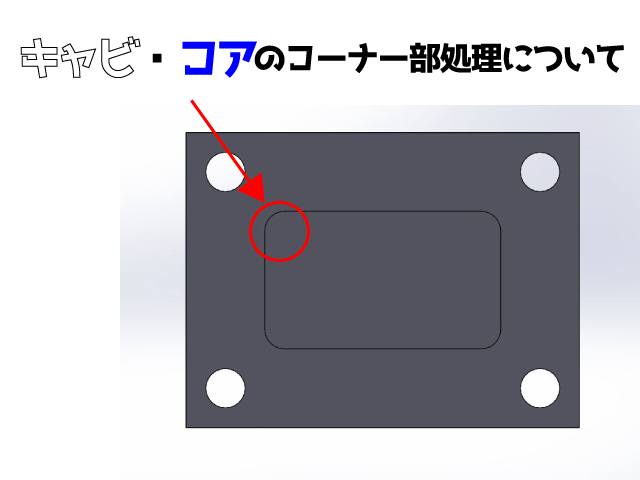
キャビ・コアの入れ子コーナー部の逃がし処理について
今回はモールドベースにポケット穴加工する際のコーナーのニガシ処理について 触れてみたいと思います。 キャビ・コアの4コーナー処理について コーナー部の逃がし処理には主に2種類あり、 一つはモールドベース側のほうのRを小さく、入れ... -
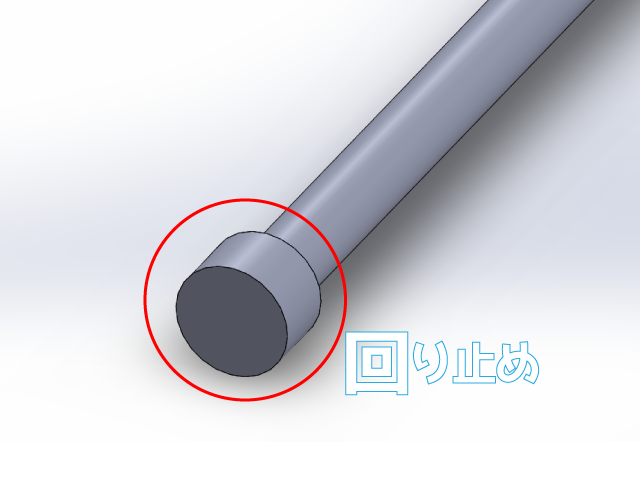
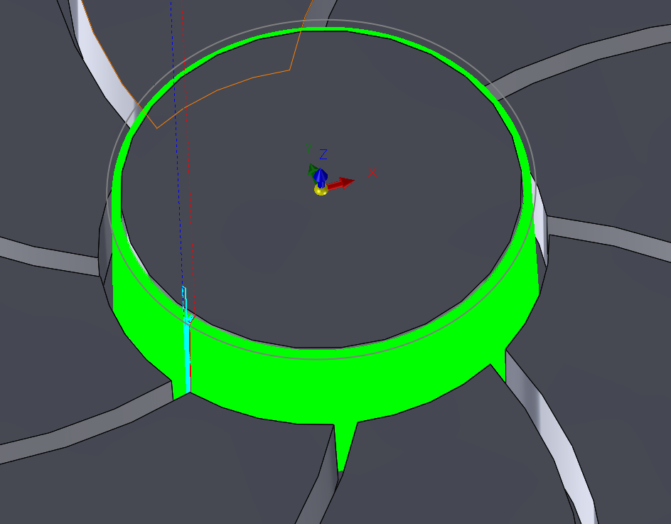
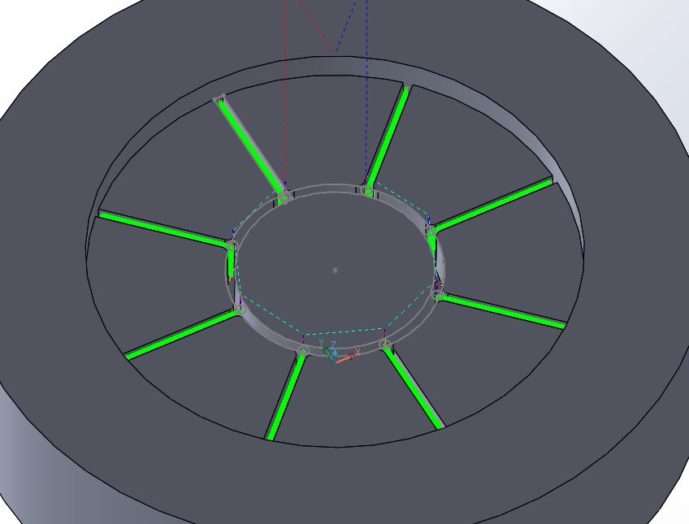
斜面形状、曲面形状でのエジェクタピンの回り止め形状について
製品部が平面の場合はエジェクタピンがどれだけ回転しようが 製品の形状は変わりませんが、 斜面形状や曲面形状であった場合はそうはいきません。 例えば斜面、曲面形状の場合にエジェクタピンが回ってしまうことで以下の問題が発生します。 ... -
エジェクタの傾斜スライドをより簡易的にし調整を容易化する方法
エジェクタ側からの傾斜スライドってスライド作成からベース加工まで とても面倒で調整も難しいイメージがあると思います。 今回はそんな傾斜スライドを極力簡単な加工で調整まで楽にできる方法を一つ書いてみたいと思います。 エジェクタ側からの... -
穴あけ固定サイクルのGコードまとめ NC
今回はめちゃくちゃシンプルに 「穴あけ固定サイクル」のGコードをまとめてみます。 Gコード 機能 G73 高速深穴ドリリングサイクル G74 逆タッピングサイクル/ペッキング 逆タップサイクル/深穴逆タップサイクル G76 ファインボーリングサ... -
基礎の基礎 射出成型金型の抜き勾配の求め方 関数電卓を使った簡単な方法
メーカーから渡される3Dモデルって大体勾配がついてないんです。 そりゃ勾配ありきで設計をしてないから当然といえば当然?なんですが、 勾配をつけることでデザインそのものや設計に不都合な出来事も起こりがちですよね。。。 関連記事としてこち... -
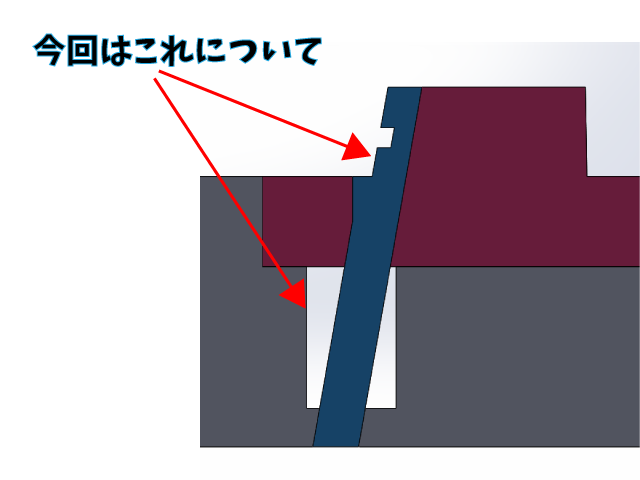
キャビティ側面とコア側面の干渉防止についての金型設計の注意点
金型のPLによっては キャビ側面がコア側モールドベースに突っ込む仕様となるときがあると思います。 今回はそのようなケースで気を付けるべきことを中心に書いていきたいと思います。 キャビティ側面がコア側面に干渉するケース まずは今回用意した... -
金型用キャップボルトと水穴のタップ下穴と座繰り(ザグリ)の寸法について
今回はキャップボルトのタップの下穴や座繰りの寸法についてまとめてみたいと思います。 種類は一般的によく金型で使われるものに限定しています。 キャップボルトのタップ下穴寸法 メートルねじ ねじピッチ 下穴径 M3 x0.5 2.6mm M4 x0.7 3.4mm M5 x0.8 4... -
L字パイプの設計と金型の注意点
弊社では水回り関係の金型も多く製作しているのですが、 頂いた図面を一目見て、「あ、ここは抜けませんよ(金型製作できませんよ)」と指摘するときがあります。 そこで今回はその1例として L字パイプの製品設計と金型構造について書いてみたいと思いま... -
5軸加工機を導入するメリット ワークセッティング編
5軸マシニングセンターを導入するメリットとしてまず挙げられるのがワンチャッキング(一度のセッティングで底面以外の5面加工が可能)です。 ワークをひっくり返す必要がなければそれだけ平行出しなど面倒なセット作業が短縮できたり、ワークを... -
リブ加工の効果的な切削方法3 スケッチ上を走る効率的なリブ加工
前々回、前回に引き続き、 今回も効果的なリブ加工方法について書きたいと思います。 リブ加工の効果的な切削方法1 アプローチは何もないところから リブ加工の効果的な切削方法2 アプローチがなければ作って対処! 今回は段差がそれぞれ違うワークの... -
リブ加工の効果的な切削方法2 アプローチがなければ作って対処!
前回の続きです。 https://meigikanagata.com/ribu1/ 前回はリブ加工のアプローチをなにもないところから入れば 工具の負荷を最小限に抑えることができ、通常のBALLで十分にリブの加工が可能だということを 書きました。 今回は何もない外側からアプローチ...