金型製作– category –
-

コンフォーマル冷却とは?仕組み・メリット・設計方法・課題まで徹底解説|3Dプリンタなしの代替案も紹介
射出成形における冷却工程は、全サイクルの中でも最も時間がかかる部分です。 この冷却時間を短縮することは、生産性や品質の向上に直結します。そこで近年注目されているのが「コンフォーマル冷却(Conformal Cooling)」という革新的な技術です。 今回の... -
射出成型におけるバリ発生のさまざまな原因と改善策
はじめに 射出成型品に発生したバリの例(赤矢印で示された薄い余分な樹脂) バリというのは、射出成形の製品にできる“はみ出し樹脂”のことで、金型の合わせ目(パーティングライン)や部品の隙間から、余分な樹脂が薄く出てしまったものを指します。 たい... -
ガイドピンやサポートピンの動きが悪いときの原因と対策について
そこそこ古い金型が修理として持ち込まれることがあるのですが、大抵PLが開いてくれなかったり3プレートの中間板の動きが鈍くなっていることがあります。 今回はガイドピンやサポートピンの動きが悪い場合、どんな原因があるのか?またその対策や解決方法... -
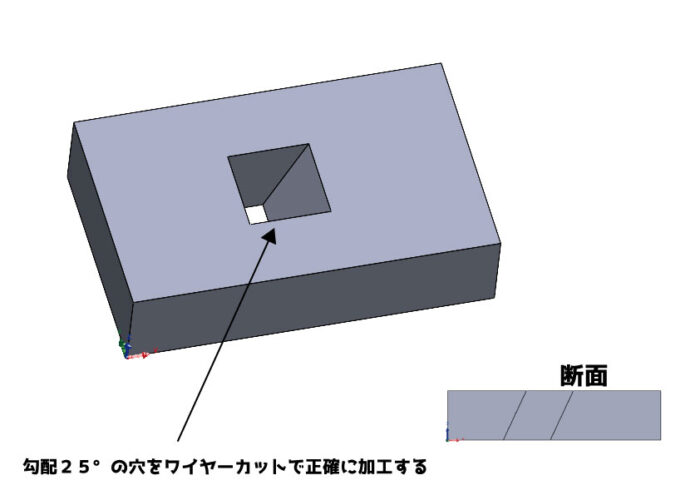
ワイヤーカット放電加工機で勾配15°~30°でも正確に寸法が出せる加工方法
ワイヤーカットでテーパー加工をする際にどれだけ勾配をつけられるかは 高さとUV移動距離によって変わるわけですが、実際に15°以上の勾配をつけた加工をした場合に なぜか狙った寸法から外れてしまい、正確に加工や仕上げをすることが困難だったりします... -
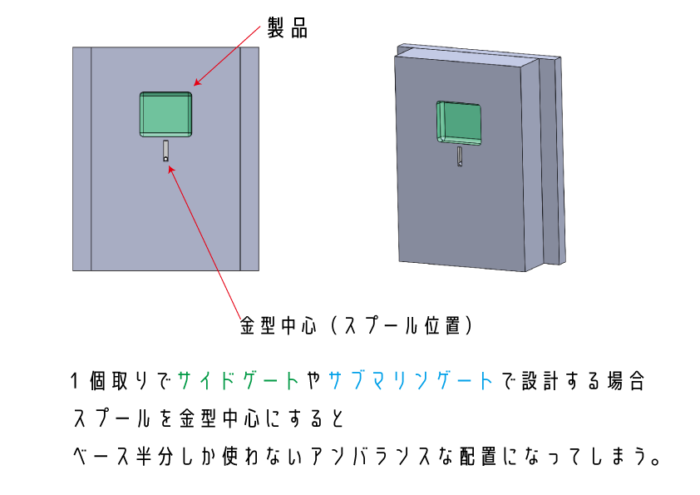
金型のスプール(スプルー)は金型中心から移動させて設計しても良い?気を付けなければならない点とは?【サイドゲート・サブマリンゲート・ダイレクトゲート・ピンポイントゲート】
サイドゲートやサブマリンゲートの1個取りでの設計をした場合、スプールから左右どちらかに製品を配置する、といった設計をすることになることがあります。2個取りなら上下左右対称に配置できるけど、1個取りであるがためにどちらか片方のみになってし... -
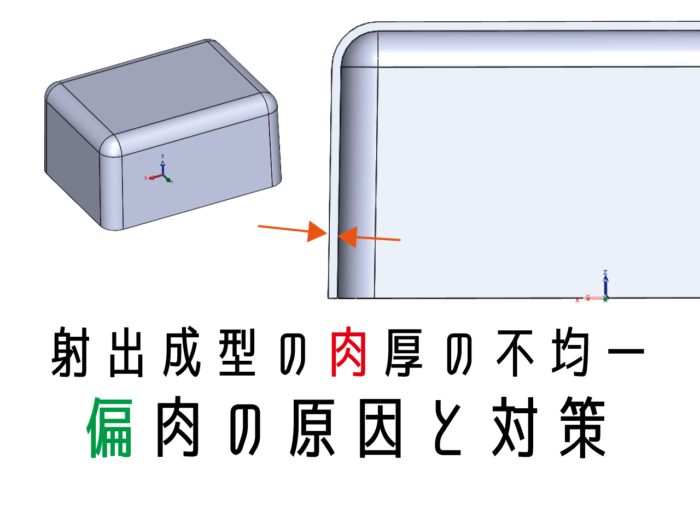
射出成形金型の肉厚の不均一「偏肉」の原因と対策について『Uneven Wall Thickness』
射出成形の偏肉の原因と対策について 『第一部』 射出成形は、複雑なデザインと安定した品質を持つ部品を製造するために、様々な産業で使用されている極めて重要な製造技術であることは今更言うまでもありません。 あらかじめ定義された金型に溶融材料を... -
これ英語でなんていうの?射出成形に関する用語を英語と日本語でまとめてみました
射出成型に関する用語、例えば「ヒケ」や「収縮率」、「反り」は日本語では分かっていても、英語ではどのように表現されるのか知らないことが多いです。 今回、これらの射出成型に関連する日本語と英語の用語をまとめてみたいと思います。 射出成型に関す... -
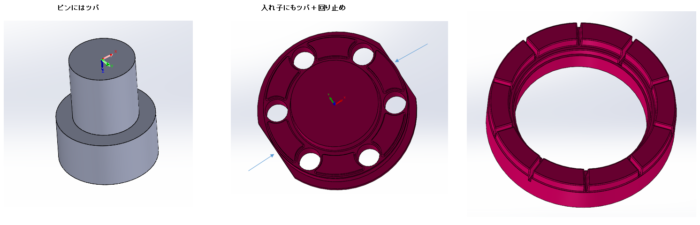
射出成型金型設計の注意点:キャビ、コアを一体で作ってはいけない理由とは?
た今回は射出成型金型の製品部分の入れ子をどう分けて設計していくべきか?についてです。 モールドベースにも製品部を一部切削することもあれば、 すべてを入れ子仕様にしたりと、 製品によってさまざまな設計方法があるかと思いますが、 今回はコ... -
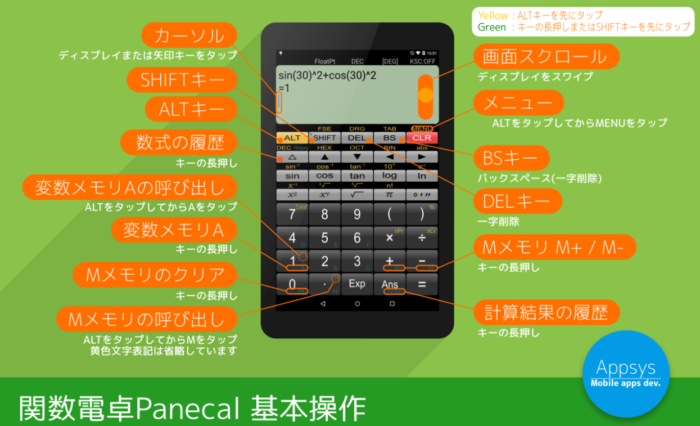
見やすくて使いやすい!スマホのおススメ関数電卓”Panecal”の紹介
あまり金型製作でスマホだして計算するなんてことはないかもしれませんが、 あえてスマホアプリでの関数電卓をおススメするとしたら、私はこれをおススメします。 関数電卓 Panecal です。 ご存じの方もいらっしゃるかと思いますが、 数ある関数電卓の中... -
おススメ書籍「200の図とイラストで学ぶ 現場で解決! 射出成形の不良対策」
今回ご紹介する書籍はこちら 「200の図とイラストで学ぶ 現場で解決!射出成型の不良対策」 本来は成形屋さんが読むべき本かもしれませんが、プラスチック金型を製作している型屋さんにも設計、対策、修理などの参考資料として、 また内容的にご存じの方... -
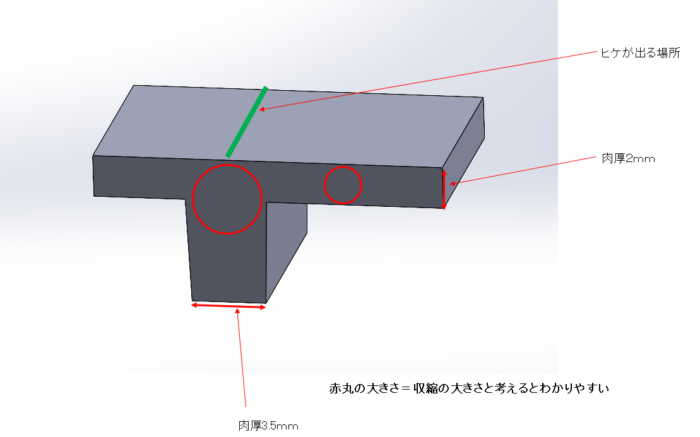
射出成型金型の製品にヒケが起こる原因と対策の初歩
ヒケが起こる原因と対策 ヒケが発生する場所といえば、主に肉厚の部分です。 ヒケというのは製品表面に出る凹みのことを指すのですが、なぜヒケが起こるのか? これは樹脂が収縮することと関係しており、製品の厚みがある部分ほど内部への冷却が遅... -
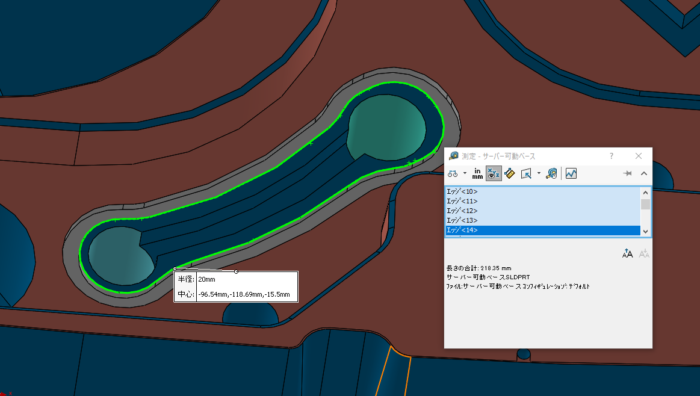
Solidworksで周長(線の長さ)を測定する方法 Oリング選定のための内径寸法と計算方法
Solidworksで線の長さを測定するには? 今回はSolidworksの測定でOリング等の大きさ(連続した線の合計、周長)を知るにはどうしたらよいか?です。 線の長さの合計のことになるのですが、例えば以下のOリング溝の図形があるとします。 上の図の薄いグレー...