型構造– category –
-

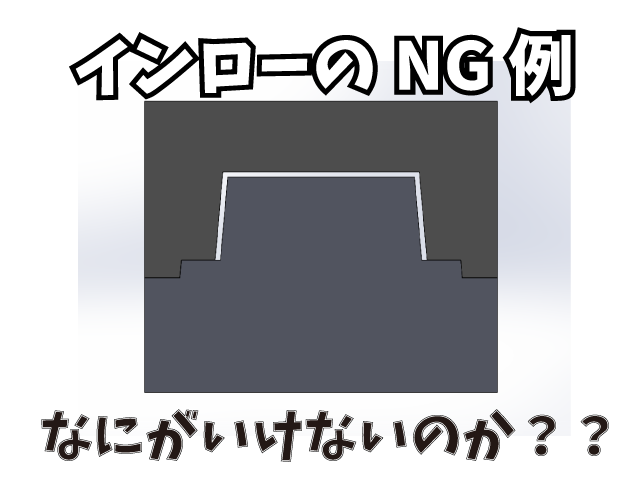
やってはいけない!?インローのNG例
製品の形状や金型の大きさによってはインローの構造がまるで意味をなさない場合があります。 一見正しいと思われる構造でもインローになっていない構造とはいったいどういうものなのでしょうか? ということで今回はそのインローになっているようでなって... -
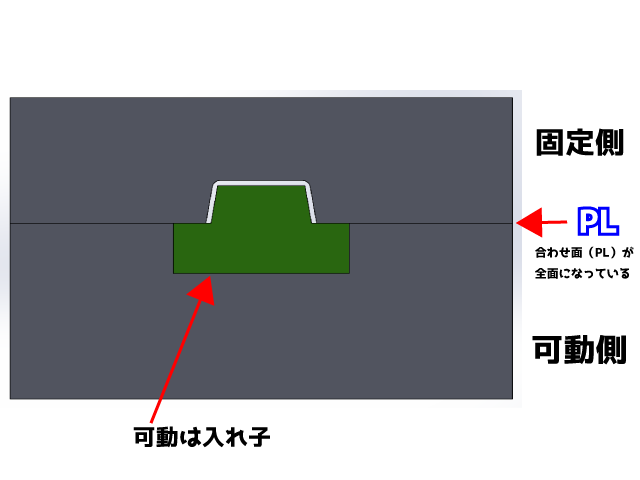
PL(パーティングライン)をモールドベース全面にするのはNG
まれに修理にくる金型に 固定と可動のモールドベースの合わせが0の高さ(つまりモールドベース全面当たり)で 合わせてあるのがあります。 最初は良いのかもしれませんが・・・ 後々不良品を出す原因となってしまうので実はよくありません。 今回は例を出... -
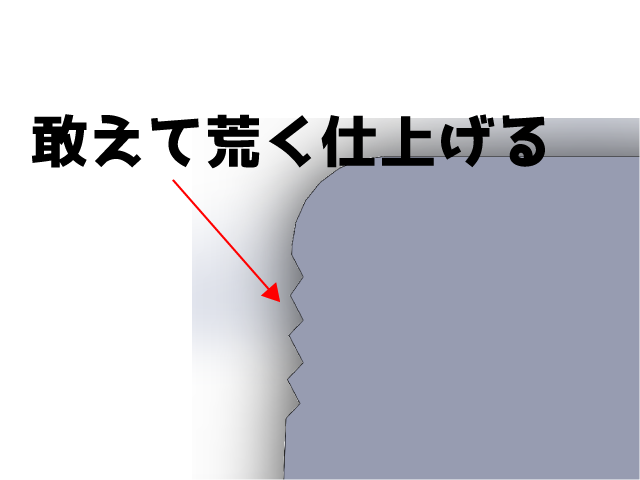
エラストマー型のコア側は離型が悪い?離型を良くするための対策について
通常のコアの離型対策としては、抜き勾配を付けたり抜ける方向にひたすら磨く、 というものですが、エラストマーの金型では逆効果になってしまいます。 磨けば磨くほど金型に張り付いて取れなくなってしまうんですよね。 今回はエラストマー型の離型を良く... -
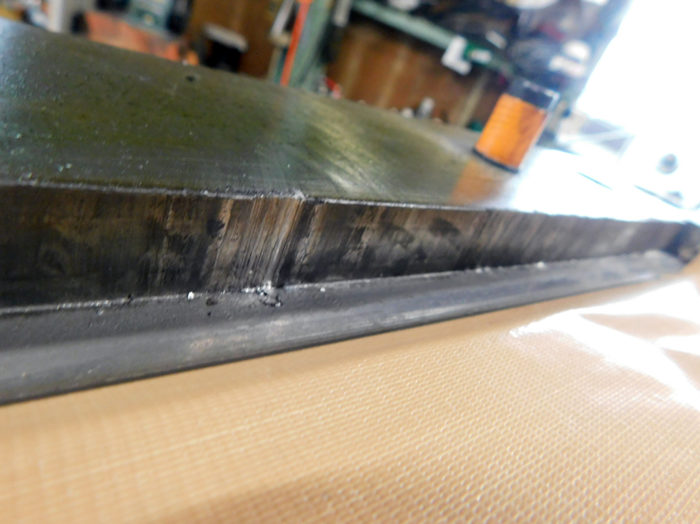
カシリとは?インローやスライドでカシリが発生する原因と対策について
カシリとは? 主に合わせ面に起こる現象で、主にインローやスライド摺動面に発生します。 例えばこんな感じです。 上の写真はインロー部のカシリ。 カシリの原因とは? カシリが発生する主な原因は、金型の摺動部と熱膨張によるものです。 金型スライドに... -
エジェクタの傾斜スライドをより簡易的にし調整を容易化する方法
エジェクタ側からの傾斜スライドってスライド作成からベース加工まで とても面倒で調整も難しいイメージがあると思います。 今回はそんな傾斜スライドを極力簡単な加工で調整まで楽にできる方法を一つ書いてみたいと思います。 エジェクタ側からの... -
基礎の基礎 射出成型金型の抜き勾配の求め方 関数電卓を使った簡単な方法
メーカーから渡される3Dモデルって大体勾配がついてないんです。 そりゃ勾配ありきで設計をしてないから当然といえば当然?なんですが、 勾配をつけることでデザインそのものや設計に不都合な出来事も起こりがちですよね。。。 関連記事としてこち... -
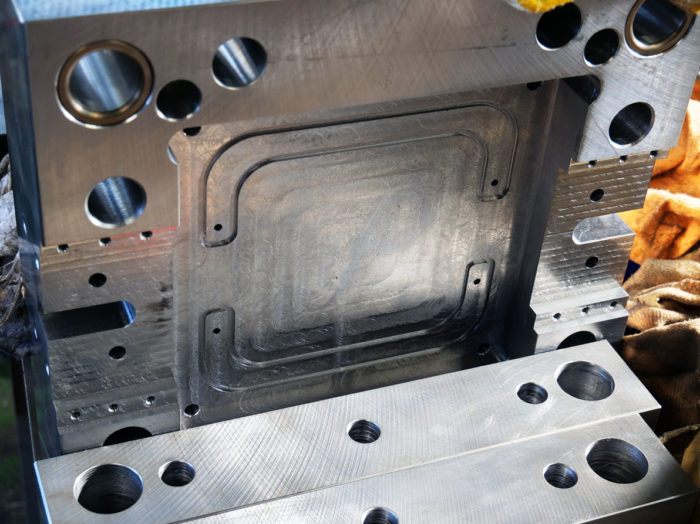
キャビティ側面とコア側面の干渉防止についての金型設計の注意点
金型のPLによっては キャビ側面がコア側モールドベースに突っ込む仕様となるときがあると思います。 今回はそのようなケースで気を付けるべきことを中心に書いていきたいと思います。 キャビティ側面がコア側面に干渉するケース まずは今回用意した... -
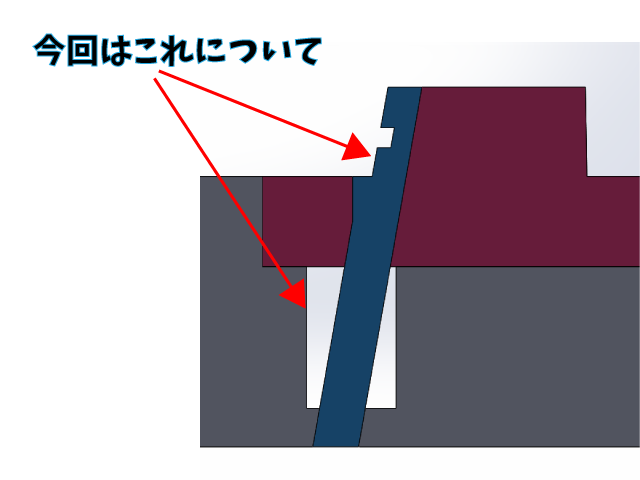
L字パイプの設計と金型の注意点
弊社では水回り関係の金型も多く製作しているのですが、 頂いた図面を一目見て、「あ、ここは抜けませんよ(金型製作できませんよ)」と指摘するときがあります。 そこで今回はその1例として L字パイプの製品設計と金型構造について書いてみたいと思いま... -
射出成型金型で抜き勾配の影響でパーティングラインに段差が出来てしまう例
射出成型金型には製品を取り出すために キャビ、コアともに必ず抜き勾配というものが必要になります。 一般的には0.5°~1°が多いですが、シボ面になると最低5°必要なものもあり、製品によって様々なのですが、パーティングラインの基準をどこにするかに... -
金型でインローを必ずつけるべき形状(製品)とは?
以前インローの構造、意味、役割についてなどを書きました。 https://meigikanagata.com/inro1/ インローは便利な構造ではあるのですが、 とにかくどんな金型にもがあれば良い!(あったほうが良い)というわけではなく、 当然ながら必要のない金型も沢山... -
エジェクタピンとスライドを併用した場合にスベリが原因で不良品が出るときの対処法
エジェクタにスライドとピンの両方を使うのはごくごく一般的な方法です。 しかし、スライドを付けたことで製品が定位置に保持されて押し出されないことによって 押し出される製品がスライド方向に移動してしまい、良品に繋がらない場合があります。 今回は... -
金型のスライドの戻るタイミングを遅らせる方法と注意点
例えば、PL面が開くまえにストリッパープレートが アンギュラピンによってスライドに引っ張られて先に開いてしまうのを防ぎたい! A部分よりも先にB部分が開いてほしい!など スライドの開くタイミングを遅らせたい場合も金型によっては出てくることかと思...