

例えば、PL面が開くまえにストリッパープレートが
アンギュラピンによってスライドに引っ張られて先に開いてしまうのを防ぎたい!
A部分よりも先にB部分が開いてほしい!など
スライドの開くタイミングを遅らせたい場合も金型によっては出てくることかと思います。
そんなときの簡単な対処方法を、今回は書いてみたいと思います。
アンギュラピン仕様でのスライドの戻りのタイミングを遅らせるには?
早速ですが、下図のような一般的なスライド構造があったとします。
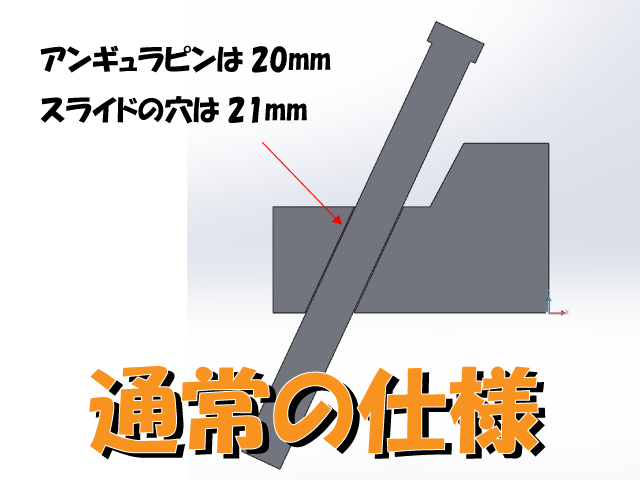
アンギュラピンを20φ使うとしたら、そのスライドの穴は21φほどになるかと思います。
金型が開く際にこのスライドの戻りを少し遅らせたい、となった場合に
どうすれば良いか??ですが、
タイミングをずらすわけですから、
型が開く際のアンギュラピンがスライドに当たる距離を
調節してあげれば解決するはずです。
その方法がこちら

見るからに単純ですよね。
アンギュラピンが固定側ベースと共に上がってくるのですが、
そのピンがスライドにかかるタイミングを遅らせれば良いわけです。
そうするには、上の図のように、
スライドの21φ部分の後方だけを数ミリずらしてカットします。
汎用フライスで穴の位置を合わせておいて、
そこから2~3ミリずらして21φのエンドミルで座繰ってあげればOKです。
違うタイプのスライドでも有効?
アンギュラピンではないスライドでも可能なのか?というところですが、
構造的に同じなら問題ないはずです。
例えば下図のようなスライド構造の場合、
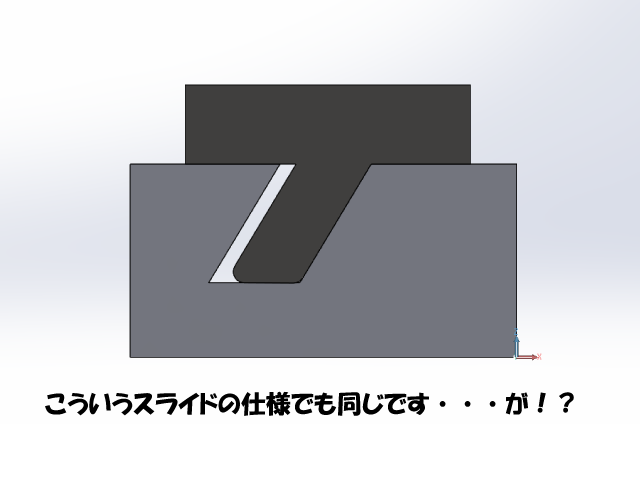
こちらもよくある小さめの製品部やピン等を抜くために使用する場合につかわれる
スライド構造ですね。
こういったものにも同じように、スライドの後方部分のみを
カットさせることで、スライドの戻りのタイミングを遅らせることが可能です。
・・・が!?
アンギュラピンの場合にしても、上の図のようなロッキング仕様の場合でも
気を付けなければならないことがあります。
それは、戻った時に定位置までスライドを戻す必要がある、ということです。
スライドはPLが開いたあとも必ず定位置に戻る必要がある
当たり前と言えば当たり前ですよね。
でなければアンギュラピンもロッキングも再びその位置まで
覗いてくれなくなってしまい、乗り上げたりぶつけてしまうことになってしまいます。
通常スライドには底部にノッチを設けると思いますが、
そのノッチのところ、もしくは最終位置までスライドを戻す必要があります。
(ノッチというのは、スライド等が定位置に戻っているかどうかの目安のようなもので
丸いパチンコ玉のようなものを用いて、それをバネと共にモールドベースに埋め込み、
スライド側は逆にボールエンドミル等で丸く座繰ることでその役割を果たします。
ノッチが定位置までくると「カチッ」と音がして
正しい位置まで来ているかを確かめることができるわけですね)
スライドが戻るタイミングを遅らせても、ちゃんと定位置(ノッチの位置)に戻る場合には
問題はないですが、そうならない場合もあるかと思います。
そのため、もしスライドの開くタイミングを遅らせたくて簡易的にこのような方法をとる場合、
スライドが地の方向にある場合に限りのノッチを設けるは必要ありません。
金型には天と地、つまり上と下がありますが、
地である下方向なら、スライドの重みで最終地点まで戻ってきてくれるので
そこに下がりきらないようにストップボルトを設ければOKですね。
バネでスライドを引っ張って強制的に定位置に戻す
スライドをバネを使って強制的に引き戻すことによって、
必ず定位置まで戻す方法もあります。
この方法はスライドが
地の方向ではなく、天方向にあったり、横方向にあった場合に使えます。
例えばこのような感じに。
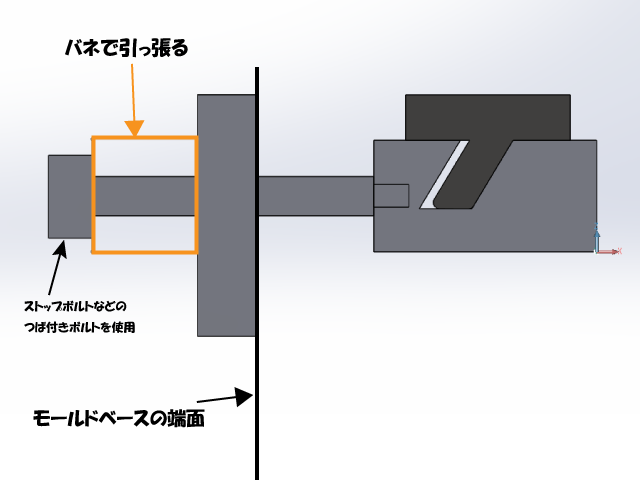
つまり、PL面が開くとバネの力でスライドを引っ張ってくれるということです。
モールドベース端面にボルトで板を固定し、そこに穴をあけて
ボルトを入れ、スライドにタップをたてて、板とボルトのつばの間にバネをかまします。
ボルトのつば部分に効き代を大きくするためにワッシャーをかますとより良いと思います。
まとめ
スライドの戻るタイミングを遅らせる簡易的な方法として、
座繰り穴後方を逃がすことで可能になります。
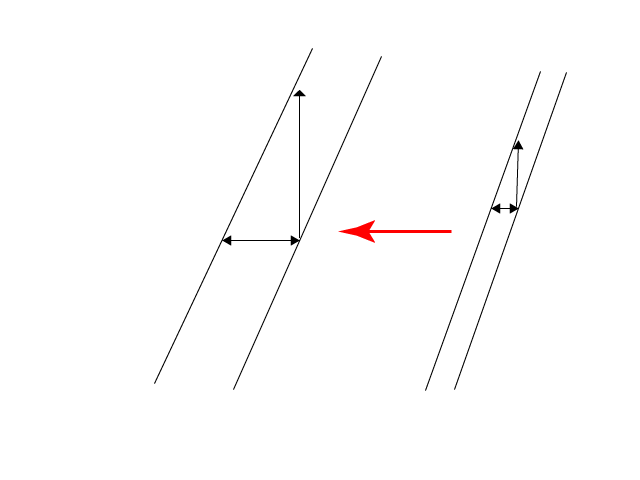
上の図のように、逃がすことによって縦方向の
アンギュラピンが戻る距離が大きくなるのがわかると思います。
また、勘違いされがちなので注意していただきたいのですが、
こちらの方法はスライドが地の状態であったりバネで強制的に戻すなどで
結局スライドは下がってしまうんじゃないか?と思われがちですが、それは
樹脂が流れていない状態でのこと。
成形時は金型に樹脂が回りますので、アンギュラピン等で引っ張らない限りは
スライドは製品にくっついた状態になるため自然に下がることはありません。
ということで、今回はスライドの開くタイミングを遅らせるには?について
一例を出して書いてみました。
また近いうちに違うスライドネタも書いてみたいと思います。
スライド関連としてこちらもあわせてどうぞ
金型のパーティングライン(PL)、キャビティー、コアについて
射出成形金型のアンギュラピンで抜くスライドNG例1 NG example
金型スライドに有効なカシリ防止策1 Injection Mold Slide
リアクション投稿
コメント一覧 (1件)
[…] 金型のスライドの戻るタイミングを遅らせる方法と注意点 […]