金型製作– category –
-

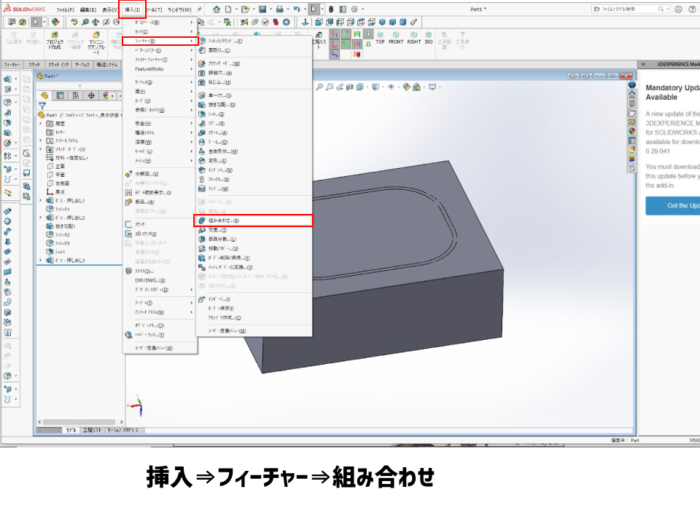
Solidworksの「組み合わせ」を使って金型設計をする方法 3Dモデルさえあればキャビコアは作れる?
基本、金型は製品の逆の形状を作ります・・・が、 その逆の3Dモデル、一からすべて作りますか???と言われればそれはとんでもない話です。 シンプルなモデルなら作る気にもなるでしょうが、複雑な形状の、しかもその逆を 図面を辿りながらX~Y~Z~と点... -
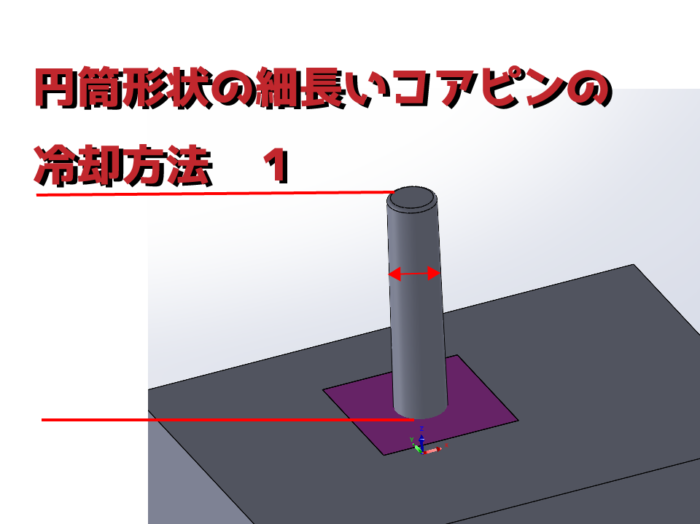
金型での円筒の細長いコアピンの冷却方法について【噴射式】
たまに細長いコアピンを使わなければいけない製品にも出くわします。 そんな長いピンでもきちんと冷却を通さないと膨張して形状が崩れて寸法が出なくなったり カシリがでたりとまともな製品にならない事態になります。 今回はそんな細長いコアピンの冷却方... -
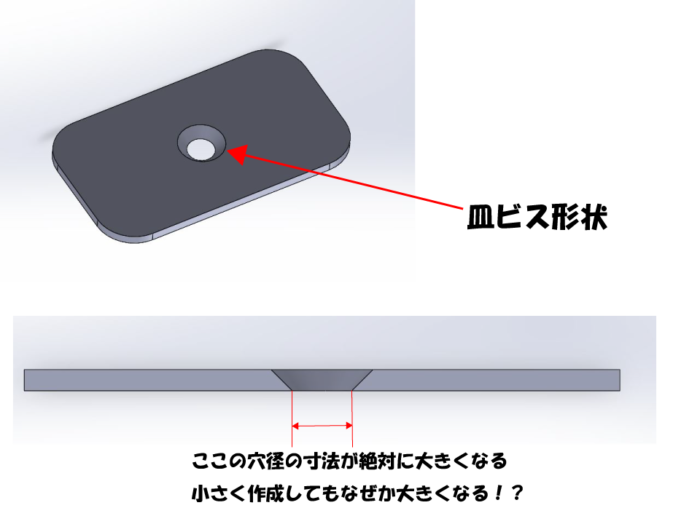
皿ビス形状の穴のある製品の穴径が出ない!?そんなときの金型設計の解決策
以前皿ビス形状の穴のある製品の金型を製作したときのことです。 皿ビス穴のピンピンになった部分の穴寸法が+0.1~0.2大きくなってしまうのです。 因みに皿ビスってこういうネジ👇その名の通り頭がお皿(お椀?)形状になったネジのこと。 リンク ... -
エジェクタピンの意味のある配置と意味のない配置
射出成型金型の設計をするとなると、エジェクタピンをどう配置するか?というのは とても重要な部分であります。 金型を製作をしたはいいものの、製品が取れない、 引っ掛かる、白化するなどで新たに追加するとなると2度手間、3度手間というもの。 コア... -
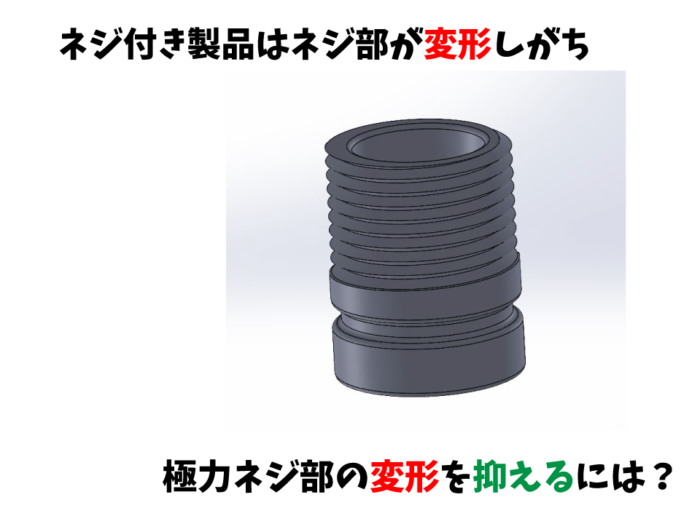
ネジ製品の金型を設計する際の注意点:一部が外に広がりやすく楕円になりやすい例
樹脂のネジ製品は真円度を見ると意外と四方八方に 大きかったり小さかったりと、なかなか寸法的に安定しない部類です。 そんな中今回は楕円になりやすいネジ製品の例を挙げてみたいと思います。 楕円に注意したいネジ製品の形状とは? 真円度が安定しない... -
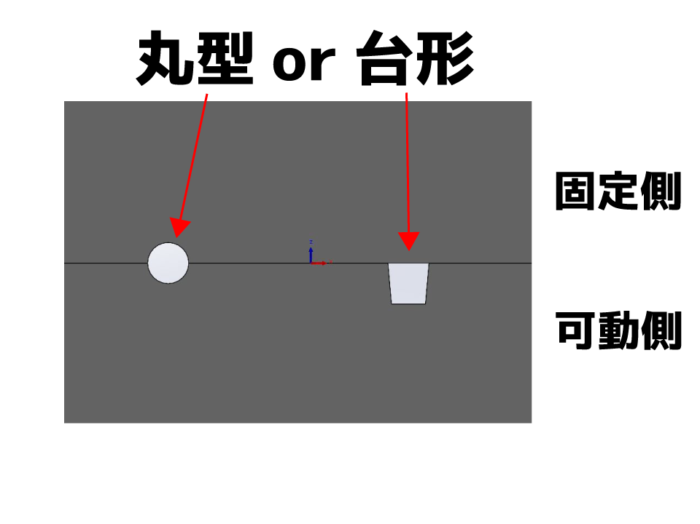
ランナーの形状について ランナーは丸型が良い?それとも台形?
射出成型金型のランナーの形状には大まかに2種類の形状があり、丸型と台形があります。 👆のような感じで、丸型は固定と可動両方に半円づつ加工し、 台形は可動にのみ、側面に排出しやすくするために勾配をつけて加工します。 ランナーは丸型と台... -
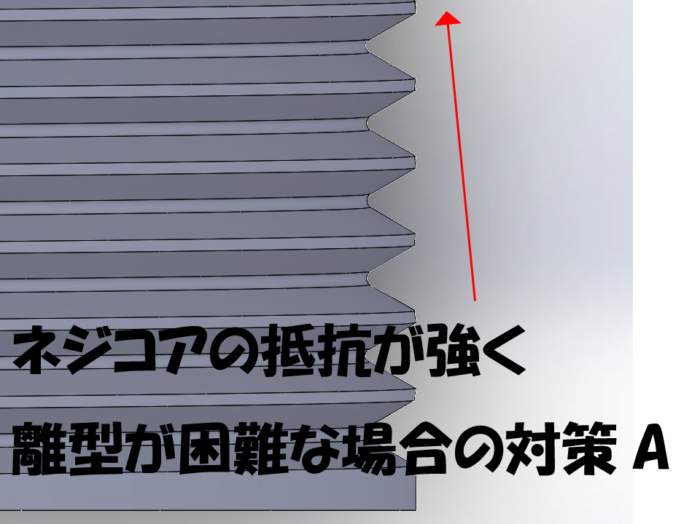
樹脂金型でのネジコア作成とモーター抜きでの抵抗が強い時の対処法
ネジ付きのモーター抜き製品と言えば、金型メーカーがやりたがらない仕事の一つです。 理由としてはまず金型構造が複雑になり加工工程が増える、 金型が完成した後も樹脂の種類や肉厚の関係などから真円が出ない、 寸法は公差内なのにネジゲージの入り具合... -
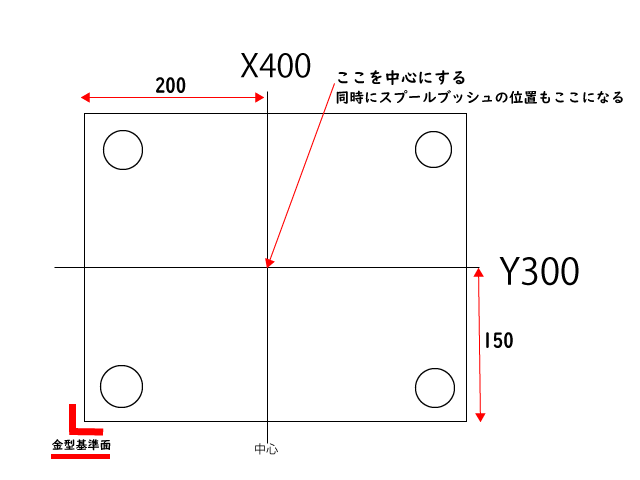
モールドベースやワークの基準は端面?中心?どこにしたほうが良い?
モールドベースの基準といえば、メーカーが指定している 「基準面」を基準にします。 これは固定側、可動側すべて共通の角の部分となっており、ここからガイドピン等の寸法が 振り分けられています。 ですが、金型設計、機械加工の際は通常この基準面をX0... -
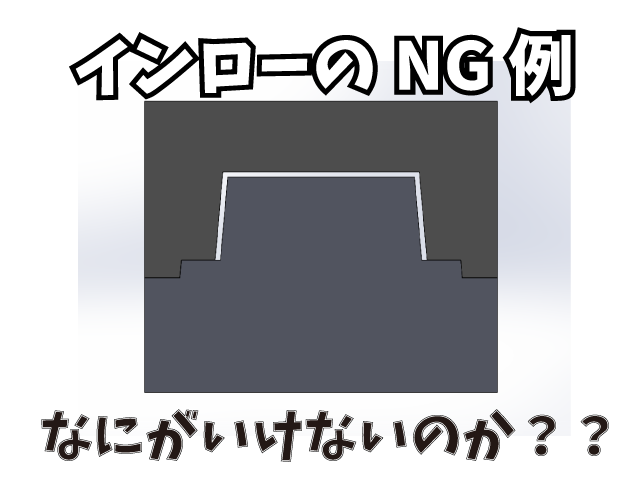
やってはいけない!?インローのNG例
製品の形状や金型の大きさによってはインローの構造がまるで意味をなさない場合があります。 一見正しいと思われる構造でもインローになっていない構造とはいったいどういうものなのでしょうか? ということで今回はそのインローになっているようでなって... -
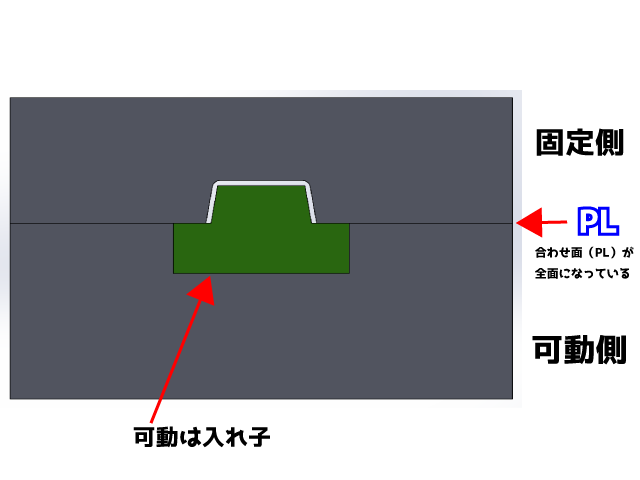
PL(パーティングライン)をモールドベース全面にするのはNG
まれに修理にくる金型に 固定と可動のモールドベースの合わせが0の高さ(つまりモールドベース全面当たり)で 合わせてあるのがあります。 最初は良いのかもしれませんが・・・ 後々不良品を出す原因となってしまうので実はよくありません。 今回は例を出... -
エラストマー型のコア側は離型が悪い?離型を良くするための対策について
通常のコアの離型対策としては、抜き勾配を付けたり抜ける方向にひたすら磨く、 というものですが、エラストマーの金型では逆効果になってしまいます。 磨けば磨くほど金型に張り付いて取れなくなってしまうんですよね。 今回はエラストマー型の離型を良く... -
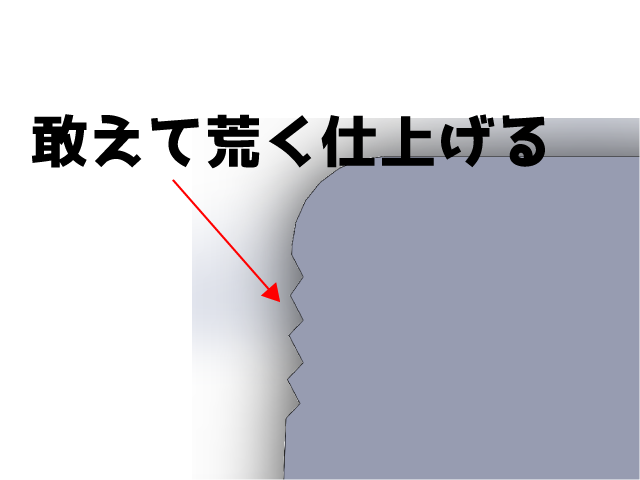
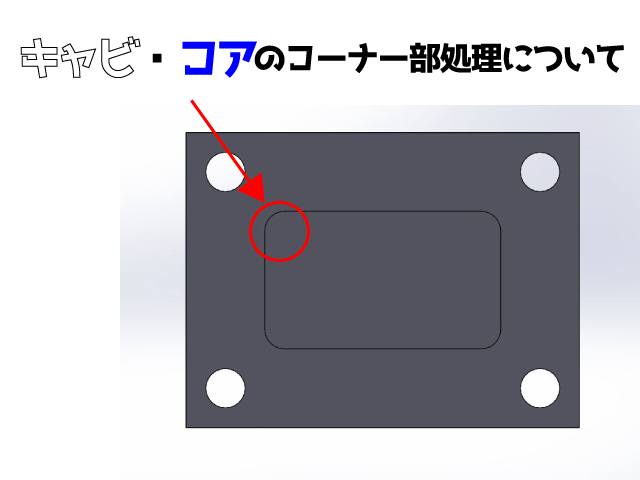
キャビ・コアの入れ子コーナー部の逃がし処理について
今回はモールドベースにポケット穴加工する際のコーナーのニガシ処理について 触れてみたいと思います。 キャビ・コアの4コーナー処理について コーナー部の逃がし処理には主に2種類あり、 一つはモールドベース側のほうのRを小さく、入れ...