
「パーティングライン」の検索結果
-

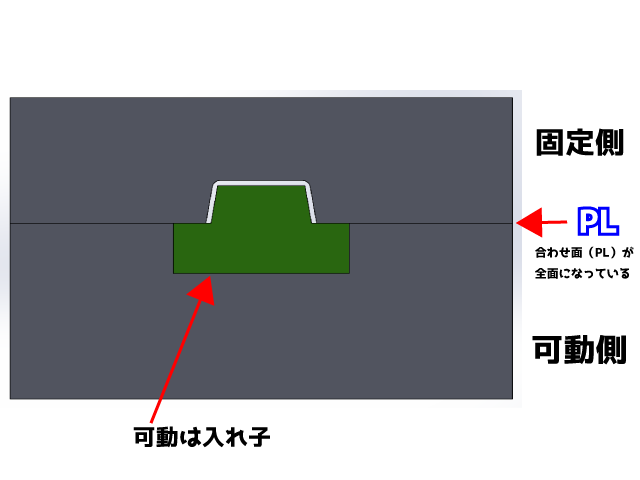
PL(パーティングライン)をモールドベース全面にするのはNG
まれに修理にくる金型に 固定と可動のモールドベースの合わせが0の高さ(つまりモールドベース全面当たり)で 合わせてあるのがあります。 最初は良いのかもしれませんが・・・ 後々不良品を出す原因となってしまうので実はよくありません。 今回は例を出... -
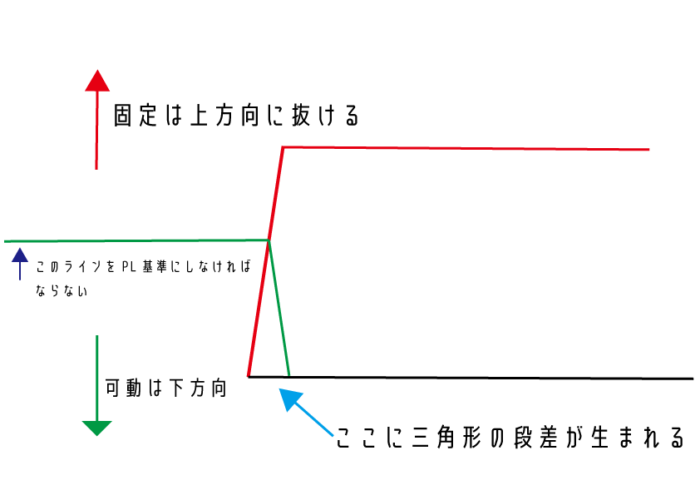
射出成型金型で抜き勾配の影響でパーティングラインに段差が出来てしまう例
射出成型金型には製品を取り出すために キャビ、コアともに必ず抜き勾配というものが必要になります。 一般的には0.5°~1°が多いですが、シボ面になると最低5°必要なものもあり、製品によって様々なのですが、パーティングラインの基準をどこにするかに... -
金型のパーティングライン(PL)とは?キャビティー、コアについて
金型のパーティングラインとは? PLと呼ばれるもので金型の分割ラインを表します。 ここからキャビティー(主に固定側)コア(主に可動側)に分けられて最終的にここが開いて商品が取り出されます。 PLの設計は金型製作に於いて非常に重要であり、品質、サ... -
これ英語でなんていうの?射出成形に関する用語を英語と日本語でまとめてみました
射出成型に関する用語、例えば「ヒケ」や「収縮率」、「反り」は日本語では分かっていても、英語ではどのように表現されるのか知らないことが多いです。 今回、これらの射出成型に関連する日本語と英語の用語をまとめてみたいと思います。 射出成型に関す... -
金型の3プレート構造について 固定側の動作を世界一分かり易く解説【ピンポイントゲート】
金型の3プレート構造というのは、主に「ピンポイントゲート」を用いるときに利用する構造です。 ピンポイントゲートの詳しい解説についてはこちらからお願いします。 金型には固定側、可動側とで分かれておりまして、今回の3プレートというのは固定側の... -
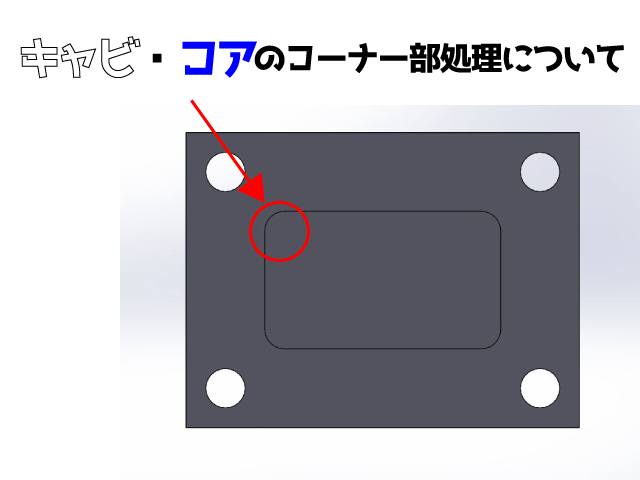
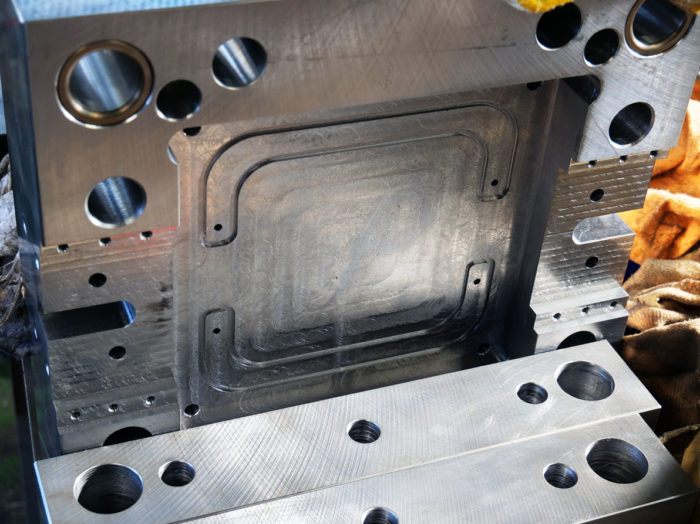
キャビ・コアの入れ子コーナー部の逃がし処理について
今回はモールドベースにポケット穴加工する際のコーナーのニガシ処理について 触れてみたいと思います。 キャビ・コアの4コーナー処理について コーナー部の逃がし処理には主に2種類あり、 一つはモールドベース側のほうのRを小さく、入れ... -
基礎の基礎 射出成型金型の抜き勾配の求め方 関数電卓を使った簡単な方法
メーカーから渡される3Dモデルって大体勾配がついてないんです。 そりゃ勾配ありきで設計をしてないから当然といえば当然?なんですが、 勾配をつけることでデザインそのものや設計に不都合な出来事も起こりがちですよね。。。 関連記事としてこち... -
金型でインローを必ずつけるべき形状(製品)とは?
以前インローの構造、意味、役割についてなどを書きました。 https://meigikanagata.com/inro1/ インローは便利な構造ではあるのですが、 とにかくどんな金型にもがあれば良い!(あったほうが良い)というわけではなく、 当然ながら必要のない金型も沢山... -
射出成型金型によるストリッパープレートによるエジェクタでの注意点
金型の一般的なエジェクタ方法にストリッパープレートを使う方法があります。 主に意匠面の関係でエジェクタピンを使用できない場合であったり、 製品が縦に長すぎてエジェクタピンを使用できない場合であったり、 内ネジの製品であったり...etcなど、さま... -
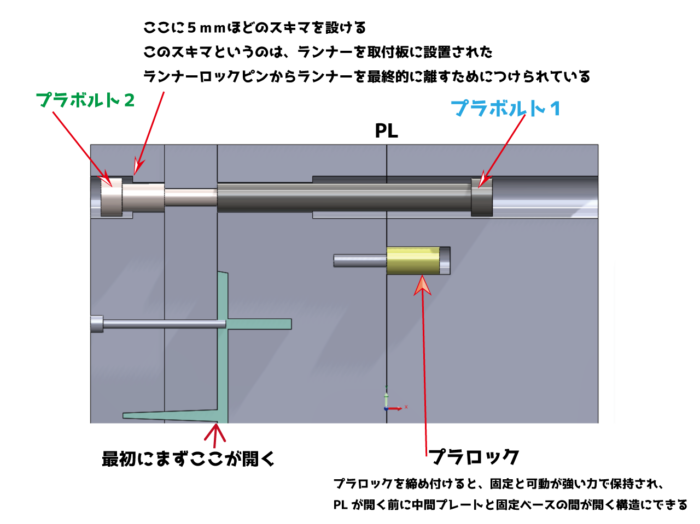
金型のスライドの戻るタイミングを遅らせる方法と注意点
例えば、PL面が開くまえにストリッパープレートが アンギュラピンによってスライドに引っ張られて先に開いてしまうのを防ぎたい! A部分よりも先にB部分が開いてほしい!など スライドの開くタイミングを遅らせたい場合も金型によっては出てくることかと思... -
金型スライドに有効なカシリ防止策1 Injection Mold Slide
金型修理における共通の問題点として、スライドのカシリが挙げられます。 主な原因は、成形時の温度上昇によって金型が膨張し、スライド摺動面に負荷がかかることで発生します。 このような状況は、初めは軽微な摩擦から始まり、エスカレートしてしまうと... -
金型のインローの構造、意味、役割について injection Molding
金型のインローとは? 今回は金型のインローについてです。 「インロー」というのはPL面や各種合わせ面での位置決め、ズレ止めの意味で使われます。 例えばキャビ入れ子とコア入れ子にそれぞれ出っ張りと凹みをつくりお互いにテーパで合わせるといった感じ...





1